











磁分离技术作为一种新兴的分离技术具有处理量大、效率高、选择性好以及处理过程中不产生二 次污染等优势。基于磁分离技术的原理和技术特点,调研分析该技术在石油及化工行业废水处理、催化裂化催 化剂分离和费-托合成催化剂分离领域的应用现状。磁分离技术对于石油及化工行业废水中重金属、油类及微 细悬浮物有良好的分离效果;采用该技术分离、回收催化裂化催化剂流程简单,经济效益高;经磁分离技术分离 后,费-托合成液态产物中的催化剂含量显著降低。磁分离技术具有广阔的应用前景,建议在磁种回收、聚磁介 质的选择以及新型磁分离设备的研发等方面要重点关注和突破。
从某种角度来说所有物质都具备一定磁性, 按照在外部磁场中呈现的特点可分为:铁磁性物 质、顺磁性物质和反磁性物质。磁分离技术是利 用元素或组分间磁敏感性的差异,在外磁场作用 下进行分离的一种新兴技术,具有处理量大、效率 高、经济性好等特点。近二十年来,磁分离技术已 经成为尾矿分选、生物催化、煤脱硫、污水治理等 领域的研究热点[12],在石油及化工领域也有较多 的应用实例。本课题简单介绍磁分离技术的原理 和技术特点,重点分析该技术在石油及化工行业 废水处理、催化裂化催化剂分离和费-托合成催化 剂分离领域的应用现状,并对未来需要重点关注 和突破的方向进行展望。
1.磁分离技术概述
1.1磁分离技术原理
当流体中的磁性颗粒通过磁场时,既受磁场 的吸引力作用,又受到与磁场力相抗衡的各种外 力作用,如流体动力及自身重力等。磁分离的基 本条件为:作用于颗粒物上的磁场力大于流体动 力。磁场力的大小与磁场强度、磁场梯度、颗粒 粒度和颗粒磁化系数呈正相关关系。对于强磁 性颗粒,磁化系数大,在磁场强度和磁场梯度不 高的条件下,仍能从流体中有效分离。对于弱磁 性颗粒,则需提高作用于颗粒上的磁场力才能从 流体中有效分离,可通过以下方式实现:增大磁 场强度、增大磁场梯度、通过絮凝等方式增大颗 粒粒度、通过投加磁种的方式增大颗粒的磁化系 数等。
1.2磁分离技术的分类
磁分离技术根据分离原理的差异可分为磁盘 分离技术、高梯度分离技术及超导磁分离技术。磁盘分离技术通过在不断旋转的圆盘板中嵌 入永磁体吸附物料中的磁性物质,再由刮板刮除, 实现磁性物质的分离,所需能耗仅是提供圆盘旋 转的动力。该技术具有耗电少、占地面积小、处理 能力大、操作简单等优点,但由于其产生的磁场 弱,对于微小颗粒的分离效率有限。因此目前的 研究重点集中在如何通过提高磁场强度及改进磁 盘结构提高微小颗粒的分离效率。
高梯度磁分离技术通过在均匀的磁场背景中 装填磁介质以产生高梯度磁场,从而对物料中不 同磁性的微粒进行分离。该技术具有处理能力 大、装置构造简单、分离效率高、应用范围广等优 点可用于高浓度液体物料中微米及纳米级颗 粒的分离,对于弱磁性及无磁性颗粒也有良好的 分离效果卩6]。
磁盘分离技术及高梯度磁分离技术的磁场来 源通常为永磁体或普通电磁体,目前能够提供的 最大磁场强度仅为1 T。由于磁场强度低,一般通过降低处理量的方式保证磁性颗粒的分离效率。 超导磁分离技术是近三十年兴起的一项技术,通 过超导材料提供的高强度磁场(3-10 T),产生 远超过物料自身重力及其他外力的磁力,吸附弱 磁性物质。在处理量较大时,仍能保证较高的分 离效率,现已成功应用于铁矿分选和工业废水处 理等领域[78。按照超导体达到临界状态所需环 境温度的不同,超导磁分离技术可分为低温超导 磁分离和高温超导磁分离9,其中低温超导技术 已有工业应用的实例,高温超导技术仍处于研究 试验阶段。
2.磁分离技术应用于废水处理
石油及化工行业废水中的主要污染物为重金 属、石油类、COD、硫化物和氨氮等[0 ,为适应生产 需要和国家日益提高的污染物排放标准,许多企 业开始研发废水处理新技术。磁分离技术作为一 种新兴的废水处理技术,与常规的重力沉降、过滤 法相比,具有分离效率高、处理能力大、能耗小等 优点[1。针对废水中的强磁性金属污染物,可采 用该技术直接进行分离。而对于弱磁性或无磁性 的石油类、COD、硫化物、氨氮等污染物则需要预 先加入磁种,再利用磁场进行分离。
2.1磁种的分类
磁种按照其性能的不同,可分为吸附磁种、絮 凝磁种和催化磁种等。 在废水处理领域,常见的吸附磁种主要为铁 盐。铁盐磁性强、结构稳定、表面积大,易吸附污 染物形成沉淀,可同时处理磁性污染物和非磁性 污染物。研究人员利用该磁种处理废水中的金属 离子,取得了显著效果[1213]。 强磁性的铁粉作为絮凝磁种在废水处理领域 有较多的应用实例。铁粉法具有分离效率高、耗 能少、处理能力大等优点。在废水中同时加入铁 粉和絮凝剂,生成以磁性铁粉为核心的絮凝状沉 淀,再经磁场作用实现污染物与水体的分离。该 磁种一般用于分离废水中的重金属离子[4。 废水处理领域使用较多的催化磁种为光催化 剂和磁性材料的复合产品,用于催化氧化重金属 离子及难降解的有机污染物,具有处理量大、回收 率高等优点。目前,开发高效催化磁种是磁分离 领域的研究热点之一[15]。
2.2应用类型
2.2.1磁盘分离技术
与传统的废水处理方法 相比,磁盘分离法的优势在于吸附面积大且速率 快,可实现连续操作。姚明修等[16]在胜利油田草 西联合站进行了现场试验,结果表明磁种的粒径 及磁化强度直接影响磁盘的吸附能力。与目前油 田常用的沉降法及过滤法相比,磁盘分离技术的 污染物脱除率高。张哲等[17]采用磁絮凝技术净化 焦化废水,考察絮凝剂及磁种的投加顺序对COD、 氨氮脱除率的影响,结果表明以先投加磁种后投 加絮凝剂的顺序操作,分离效果最好。在最佳的 投加量下,COD和氨氮脱除率分别达到62.5%和 22.3%。吴巍等[18]采用磁盘分离装置净化炼油 废水,向废水中投加絮凝剂及磁种加快磁性絮体 生长,再利用装置主体上转动的磁盘吸附磁性絮 体,最后由刮板刮除后输入废渣处理区,实现水 体中污染物的分离。经磁盘分离法处理后,废水 中 COD 和 石 油 类 污 染 物 的 脱 除 率 分 别 可 达 58. 5%和 93. 6%。 流经磁场作用区的大粒径、强磁性颗粒易被 磁体吸附;微小的弱磁性颗粒不易被吸附或被吸 附后随磁盘的转动被水流不断冲刷而流失。
当废水的流速一定时,磁场强度越高,磁吸附面积越 大,出水水质越好。因此,实现水体良好净化效果 的关键在于提高装置的磁吸附能力,这主要通过 改进磁盘结构或磁分离工艺过程实现。 谭国安等[19]采用两级磁分离净化设备分离废 水中的污染物,废水经预处理后首先流经磁鼓进 行污染物的粗分离,再流经磁盘进行深度分离,该 方法适用于高浓度废水的磁分离净化。倪明亮 等发明了一种环列式磁盘液体净化设备,磁盘 布置成平行列式。在合理的磁盘间距下,废水进 入流道后将形成微涡流,使流道中心的磁性污染 物自行流向磁盘侧面被吸附。在流量一定的条件 下,可减少2%〜7%的磁盘数量,在保证出水指标 的同时,提高了设备效能。
2.2.2高梯度磁分离技术
高梯度磁分离技术 可以直接分离废水中微细的铁磁性和顺磁性污染 物,也可以通过磁性接种、混凝等方式分离非磁性 污染物。在石油及化工行业废水处理领域,过滤 型磁分离器即是采用了高梯度磁分离技术。过滤 型磁分离器的主过滤区一般位于装置的中心,磁 体在过滤区的四周排布。主过滤区中设置多层不 锈钢格栅或堆放有导磁介质的不锈钢板,导磁介 质在磁场中被磁化,在装置内产生高磁场梯度磁 场,吸附磁性颗粒。Ying等对磁过滤过程中磁场强度、磁性颗粒大小、流体流速等参数的影响进行 考察,发现随着磁场强度和磁性颗粒粒径的增大、流 体流速的降低,磁性颗粒脱除率提高。Karapinar[12] 采用高梯度磁分离装置分离废水中的重金属离 子,发现金属离子含量及磁种的加入量决定了装 置的磁场强度、流体流速等运行参数,进而决定了 装置的分离性能及运行成本。姚烨栋等[22]利用高 梯度磁分离装置对低浓度的含油废水进行处理, 采用的磁种为Fe3O4,絮凝剂为FeSO4,磁絮凝形 成的污染物絮体被装置中的导磁介质吸附,进而 从水体中分离。该方法分离效率高,废水中COD 和油类污染物的脱除率高达80%。
高梯度磁分离器中的格栅孔径越小或不锈钢 板上导磁介质越细、填充量越多,分离效果越好。 但磁性介质排列越紧密,在处理含大量非磁性污 染物的高浓度废水时,磁接种、絮凝生成的磁性絮 状沉淀越易堵塞填充介质。综合考虑,磁性介质 的填充度控制在5%〜10%[22],在实际应用过程 中一般将高梯度磁分离工艺与其他分离工艺耦合 使用。
2.2.3超导磁分离技术
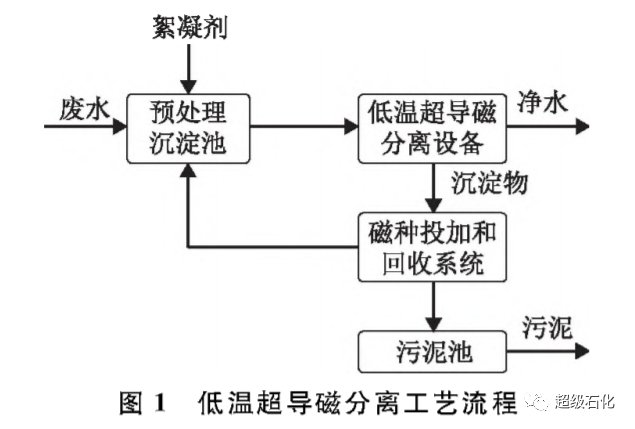
与传统的磁分离技术相比,超导磁分离技术具有工艺流程简单、处理量 大、分离速度快等优点,可实现连续操作[3。超导 磁分离装置按结构可分为磁盘式和磁过滤式。 磁盘式超导磁分离装置的主体为具有强磁性 的超导体磁盘,当污水流经装置时,经磁接种、絮 凝形成的磁性絮团受到远大于阻力和自身重力的 强磁力作用,在短时间内吸附在磁盘表面上。并 随着磁盘转动到分离区,经刮渣器刮除,排入废渣 区。磁过滤式超导磁分离装置强磁场产生的磁力 将磁性絮团吸附在多层金属过滤网表面,再通过清 洗、更换过滤网实现废水的连续净化。Morita等 开发了一种超磁分离污水处理系统,该系统将连 续旋转的磁过滤器与超导磁体相结合,可实现污 染物的深度分离。当分离器以常规工艺运行速度 的50倍高速运行时,性能较常规工艺提高90%。 超导磁分离技术在宣钢焦化厂的焦化废水处理中 实现了工业应用[5],工艺流程如图1所示。经超 导高梯度磁分离装置处理后,废水中COD、氨氮脱 除率分别达到82%和94%。Li Luyuan等[勺采用 超导磁分离技术处理含重金属离子的化工废水, 试验发现添加磁种和絮凝剂聚丙烯酰胺,并延长 磁种的接种时间可以使废水中金属离子的脱除率 达到92%。
超磁分离装置可同时吸附强磁性和弱磁性物 质,显著提高了废水净化效率。但由于装置运行 成本较高[27],该技术在石油及化工行业废水处理 领域尚未实现大范围的应用。
2.2.4磁分离耦合技术
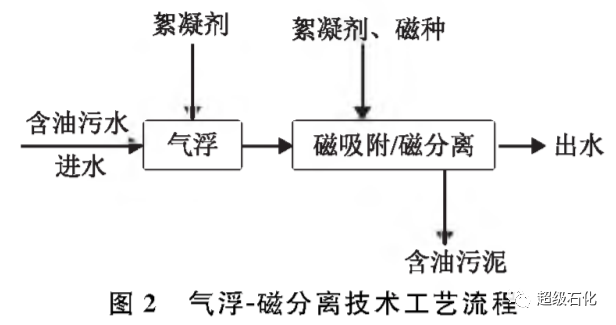
随着石油及化工行业 废水排放标准的逐渐提高,单一的技术已难以满 足需求,需耦合多种技术,实现污染物的深度分 离。废水磁分离净化领域最具有代表性的耦合工 艺为气浮-磁分离工艺[8],可应用于含油废水的处 理,流程如图2所示。废水流经气浮单元分离部分 的乳化油和分散油,再通过磁分离单元进行高精 度处理,分离细小悬浮颗粒。磁分离单元由磁吸 附和磁分离两部分组成,充分发挥磁盘分离装置 吸附面积大、速率快和高梯度磁分离装置分离精 度高的技术优势。许浩伟等[9]采用“高效溶气气 浮-磁分离”组合工艺,以高聚合物含量的含油污水 为原料进行水体净化试验。结果表明经组合工艺 处理后,污水中油和悬浮物的质量浓度均在5 mg/L 以下。付法栋等在污水站进行了气浮-磁分离 技术现场试验,结果表明对于油质量浓度为150〜 550 mg/L的污水,经气浮-磁分离工艺处理后,污 油脱除率可达到98.5%以上。
采用气浮-磁分离工艺处理含油废水,除油效 果稳定,不产生二次污染,有利于水的循环利 用[1]。该工艺目前面临的问题集中在含油污泥的 处理及磁种的回收利用。
2.3磁种的回收
磁分离操作完成后,磁种若不及时回收,一方面会进一步污染水体,另一方面将造成磁性材料 的浪费。目前对于磁种回收的研究仍处于试验阶 段,研究人员一般采用离心或旋流的方式从水体 中分离磁种。Qiu Yiqin等[32]将待处理的含磁种废液与氢 氧化钠溶液混合,在一定转速下离心分离,再利 用去离子水清洗,经干燥得到纯净的磁种材料。 戚威盛等[33]利用磁力旋流器对絮体中的磁种进 行分离回收,结果表明在适宜的进料压力、电流 强度条件下,磁种的回收率可达99.5%。王鹏 凯[34]通过分析旋流场内絮体的运动规律,结合数 值模拟和试验结果,阐明了磁力旋流器的分离 机理。磁分离技术作为一种简单、高效的水处理技 术对于石油及化工行业废水中重金属、油类及微 细悬浮物有良好的分离效果。在未来的发展进程 中,高磁场强度、高磁场梯度、节能环保型磁分离 装置的研发以及磁种分离、回收技术的研究将成 为重点关注的方向。
3.磁分离技术应用于催化裂化催化剂分离
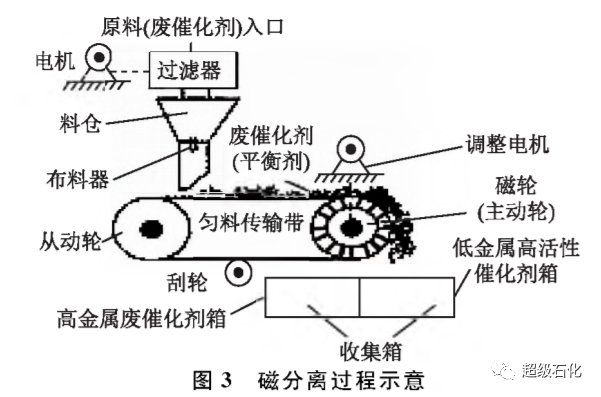
催化裂化装置长时间运行后,催化剂上沉积 Fe,Ni,V等重金属,常采用补充新催化剂的方法, 保持系统中催化剂的选择性和活性,同时卸出装 置中部分被污染的催化剂。Fe为铁磁性物质,Ni、 V等为顺磁性物质,可采用磁分离技术将催化剂 按重金属含量的高低进行分选,回收重金属含量 低,仍具有一定活性的催化剂返回装置使用,提高 催化剂的利用率[5]。
4.磁分离技术应用于费-托合成催化剂分离
费-托合成浆态床反应器相对固定床反应器和 流化床反应器具有结构简单、温度分布均匀、产品 产率高、可在线装填和卸载催化剂等优点。费-托 合成反应使用的固体催化剂分为Fe基和Co基催 化剂,颗粒粒径为20-300 !m。由于反应生成的 液体产物黏度大,部分微小的固体催化剂颗粒悬 浮在其中,若不提前分离,容易导致催化剂流失, 同时堵塞管路,影响后续工艺流程。费-托合成催化剂的传统分离方法包括重力沉 降法、加压过滤法、膜分离法和超临界分离法等, 分别存在分离时间长、设备容易堵塞、操作复杂等 问题[3940]。磁分离技术作为分离磁性微粒的最有 效技术之一,在费-托合成催化剂分离领域有良好 的应用前景。磁分离技术主要分为两类:一是通 过磁场磁化使颗粒聚集并进行沉降分离;二是通 过磁场的磁力作用进行吸附分离。
5.结论与展望
磁分离技术作为一种高效、环保、经济的分离 技术,在石油及化工领域的应用极具潜力,随着技 术的不断进步,其应用效果也在逐步提高,但磁分 离技术在石油及化工领域的应用还存在诸多问 题:①目前对于磁种回收的研究仍处于试验阶段, 若磁分离操作完成后不及时回收磁种,会进一步 污染水体,同时造成磁性材料的浪费。②为提高 磁场梯度,必须选择磁饱和度高的聚磁介质,但是 为保证在装置反冲洗过程中将磁性颗粒冲洗完 全,不影响装置的长周期运行,必须选择低剩磁的 聚磁介质,造成装置运行成本大幅增加。因此聚 磁介质的选择难度大。③有关磁分离技术的理论 研究较少,对于不同磁场类型及磁场作用方式对 分离效果影响的研究不完善,进而影响石油及化 工领域高场强、节能型磁分离设备的设计和研发。
基于上述存在的问题,为充分发挥磁分离技 术的优势,促进其在石油及化工领域的应用,易脱 附磁种的制备与回收,廉价、低剩磁、高磁饱和度 聚磁介质的选择,超导磁分离和磁分离耦合技术 领域新型磁分离设备的研发是研究者需要重点关 注和突破的方向。
作者简介:于颖(中国石化大连石油化工研究院)


