











发表时间: 2024-06-20 11:26:58
作者: 炼化及石化下游产业网
浏览: 2720
1、国内炼化一体化进展
研究机构预测,至2035年世界范围内能源消耗中石油产品占比将降低至28.50%,该数据在2017年相应为33.28%,但化工产品经济价值占比则呈现增长的态势,2035年将达到50%。面对这样的发展趋势,国内在沿海重点地区布局七大炼化一体化基地(长兴岛、漕泾、惠州、古雷、曹妃甸、连云港以及宁波),并呈现国有企业、民营企业与外资企业多元化发展的态势。其他炼化企业也在加速炼化一体化进程,如:中国石油化工股份有限公司广州分公司炼化一体化项目新建206公顷的化工园区,在园区内设立聚丙烯、高密度聚乙烯、聚乙烯、乙烯裂解等9套化工装置;中国石油化工股份有限公司九江分公司设立890 kt/a芳烃项目助力企业加速炼化一体化转型升级。随着能源环境的改变与技术的革新,炼油型企业的炼化一体化会经历一系列变化,在简单一体化以及完全一体化阶段,加氢裂化技术都发挥着非常重要的作用。
2、加氢裂化技术助力炼化一体化
2.1 最大量生产催化重整原料加氢裂化技术
国内重石脑油资源匮乏,蒸汽裂解制乙烯装置、催化重整装置与高辛烷值汽油的调合争夺石脑油的情况日益严峻。加氢裂化装置可将减压蜡油、焦化蜡油、页岩油以及费托合成油等低附加值原料部分转化为重石脑油馏分,该重石脑油产品芳烃潜含量高,硫、氮含量低,是优质的催化重整装置原料。
科研机构研究了裂化温度、系统压力、工艺流程对于加氢裂化装置生产重石脑油的影响,分别见图1~3。由图1可知,随裂化温度的提高,加氢裂化转化率显著升高,裂化温度每升高1 ℃,重石脑油收率提高1.16%,重石脑油产品选择性降低0.29%。对于单程通过加氢裂化工艺,提高裂化温度虽能一定程度地提高重石脑油产品收率,但低附加值产品收率也随之增加,且重石脑油芳烃潜含量也随之降低,因此通过单一提高裂化温度来提高催化重整原料收率是不经济的。由图2可知,氢分压对于加氢裂化增产催化重整原料的影响明显小于裂化温度的影响,体系压力每增加1 MPa,重石脑油收率提高0.32%,重石脑油产品选择性降低0.35%,同时重石脑油产品的芳烃潜含量有所降低,工艺化学氢耗相应增加。通过提高系统压力来增加加氢裂化重石脑油产品收率是不可行的。图3对比了全循环加氢裂化工艺与单程通过加氢裂化工艺增产催化重整原料的生产效果,全循环模式下重石脑油的收率可达68%左右,较单程通过模式重石脑油产品收率增加 99.21%,采用全循环工艺模式进行加氢裂化可以实现增产催化重整原料。
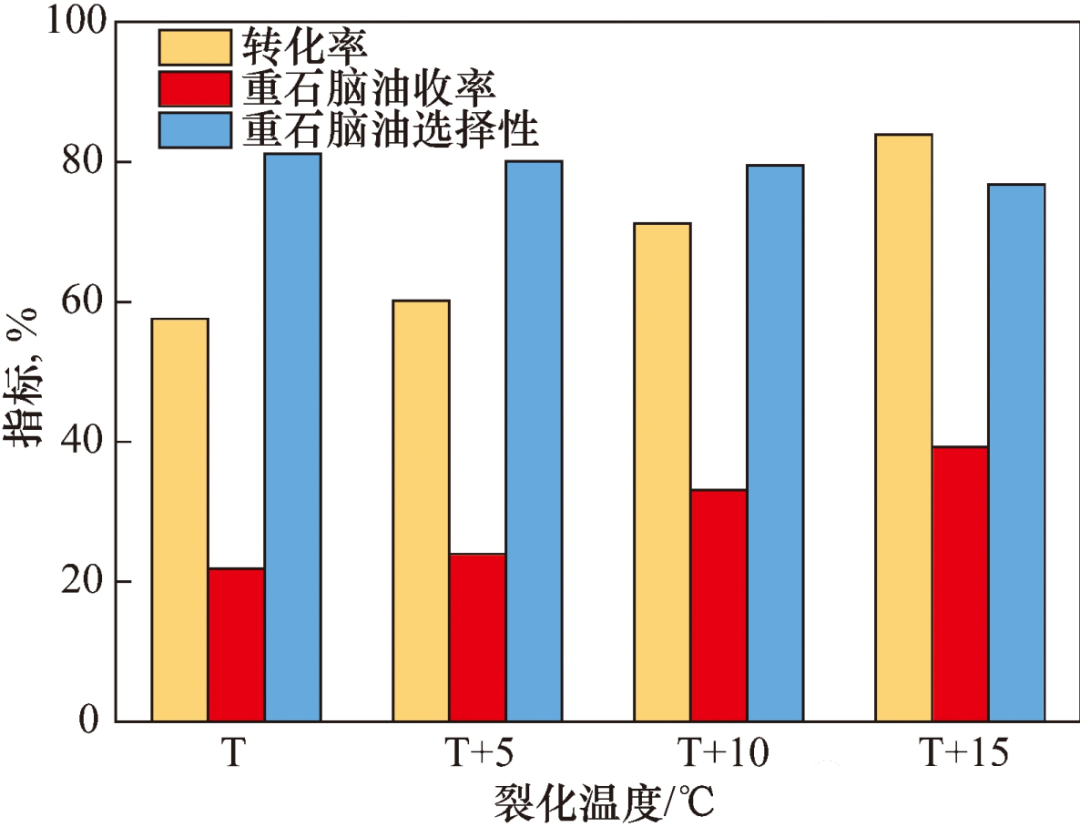
图1 裂化温度对于加氢裂化增产重石脑油效果影响
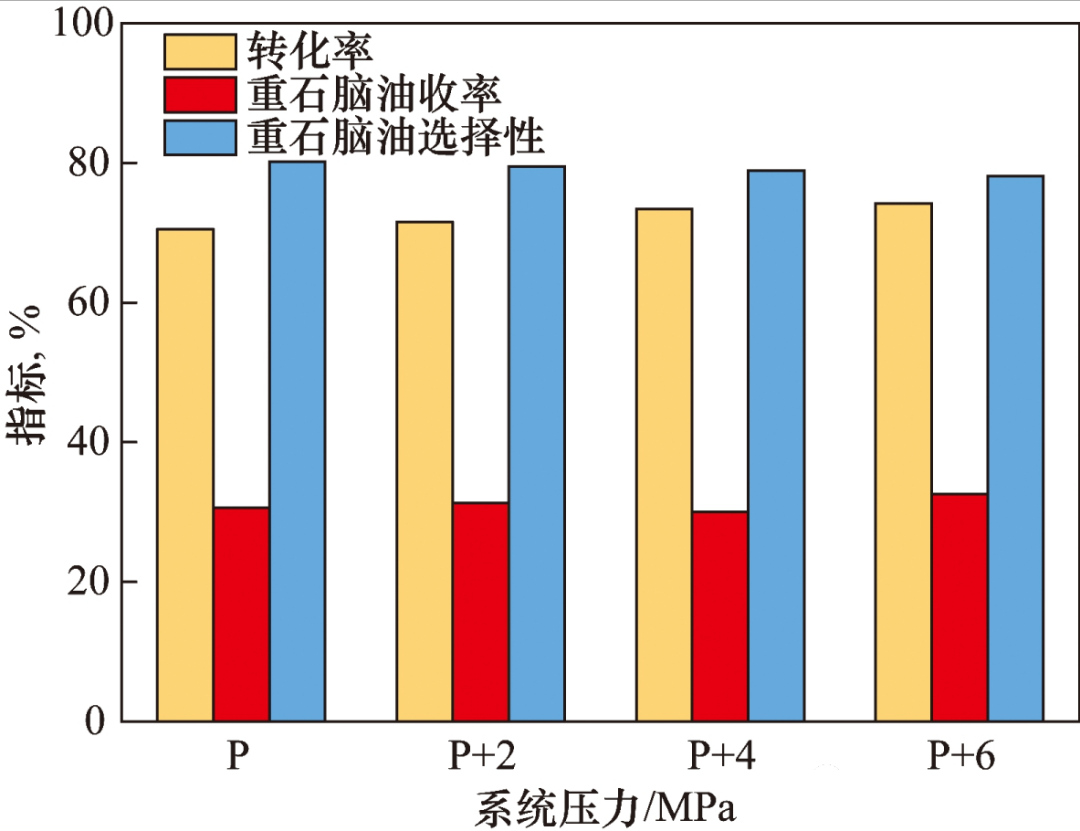
图2 系统压力对于加氢裂化增产重石脑油效果影响
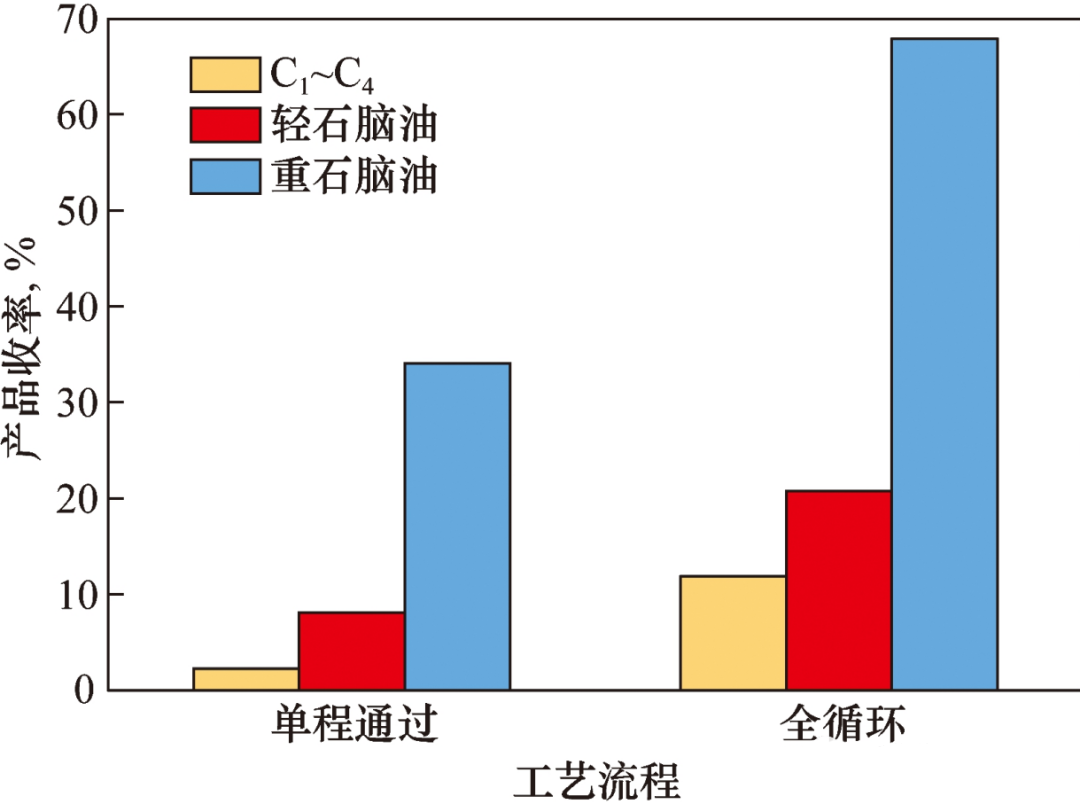
图3 工艺流程对于加氢裂化增产重石脑油效果影响
为最大程度地解决炼化企业对于优质催化重整原料的需求,中国石油化工股份有限公司大连石油化工研究院(FRIPP)开发了FMN系列最大量生产催化重整原料加氢裂化技术,根据工艺流程特征可细分为FMN1(单段串联全循环)工艺和FMN2(两段全循环)工艺。FMN1工艺在低压下加工直馏柴油,石脑油馏分(轻石脑油+重石脑油)整体收率近93%,其中重石脑油收率为72%,芳烃潜含量为43.9%,轻石脑油链烷烃质量分数达到95%,裂解制乙烯效益高;在高压(A MPa)下加工减压蜡油,石脑油馏分的整体收率近90%,其中重石脑油的收率为74%,芳烃潜含量为46.0%,为优质的催化重整原料,轻石脑油馏分链烷烃质量分数达到95%以上,可以作为优质的蒸汽裂解制乙烯装置原料。FMN2在中压[(A-2) MPa]下加工减压蜡油,可以实现在较低的氢分压下最大量生产重石脑油馏分。
黄澎等研究了加氢裂化处理低温热解焦油生产催化重整原料的工艺,其将悬浮床加氢裂化、固定床加氢裂化以及催化重整装置有机结合,进一步扩大原料范围,实现将劣质、低附加值的低阶煤热解焦油定向转化为优质、高附加值的BTXE(苯、甲苯、二甲苯、乙苯)产品。低温热解焦油悬浮床加氢裂化生成的轻质油(370 ℃以下馏分)其物化性质较传统化石燃料有着明显区别,氮质量分数高(>5000 μg/g)、硫质量分数低(约350 μg/g),环烷烃+芳香烃质量分数近70%,该轻质油结构组成的特殊性为其作为催化重整原料提供了优秀的先决条件。研究结果表明,随着裂化温度升高,目标产品石脑油收率先增大后减小,这是由于裂化温度的增加使得裂化活性进一步提高,轻组分气体产品收率进一步提高,最适宜的裂化温度为(T1+20)℃(见图4)。同时不同裂化温度下石脑油产品芳烃潜含量为 66.9%~73.1%,远远高于常规化石能源加氢裂化石脑油产品芳烃潜含量(45%~50%)。与以常规石脑油馏分为催化重整原料得到的BTXE产品的收率进行比较,结果见图5。由图5可知,苯、甲苯等BTXE收率明显增加,总体BTXE收率增长了84.2%。该研究证明加氢裂化工艺可以实现煤热解重质油的高附加值利用,增产催化重整原料以应对国内对重石脑油馏分的需求。
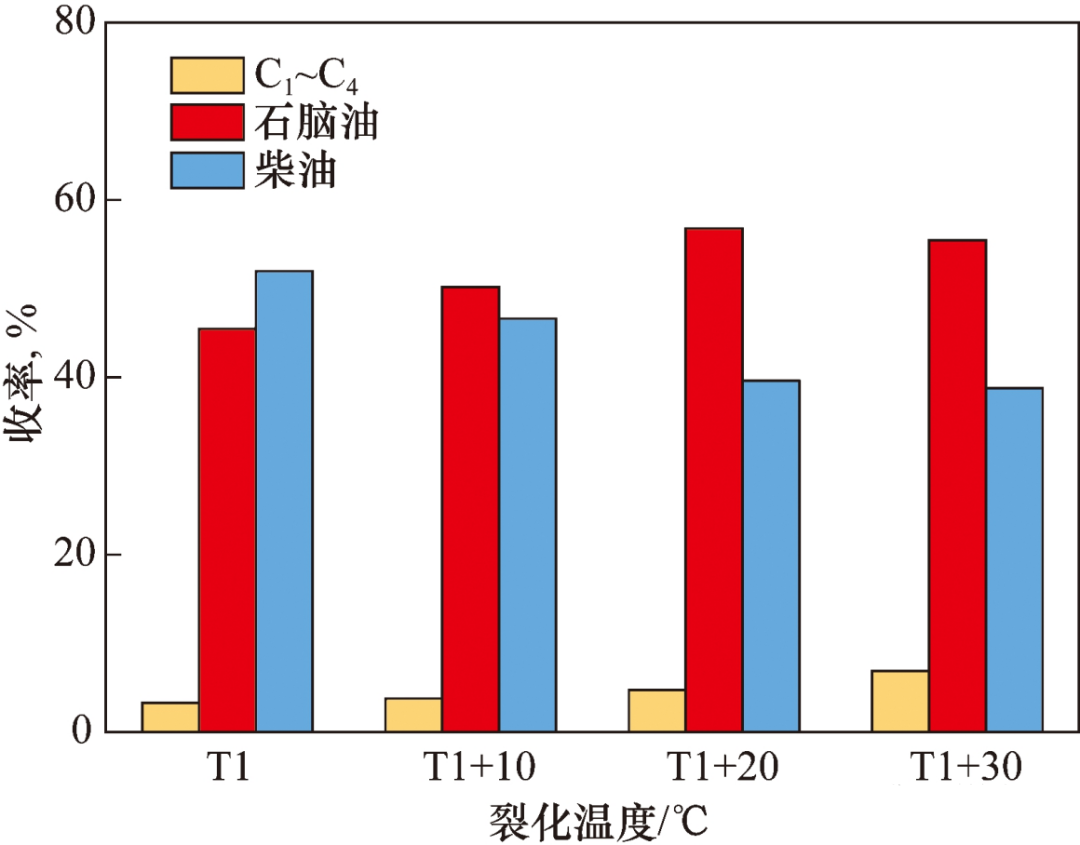
图4 裂化温度对于低阶煤热解焦油加氢裂化生产效果的影响
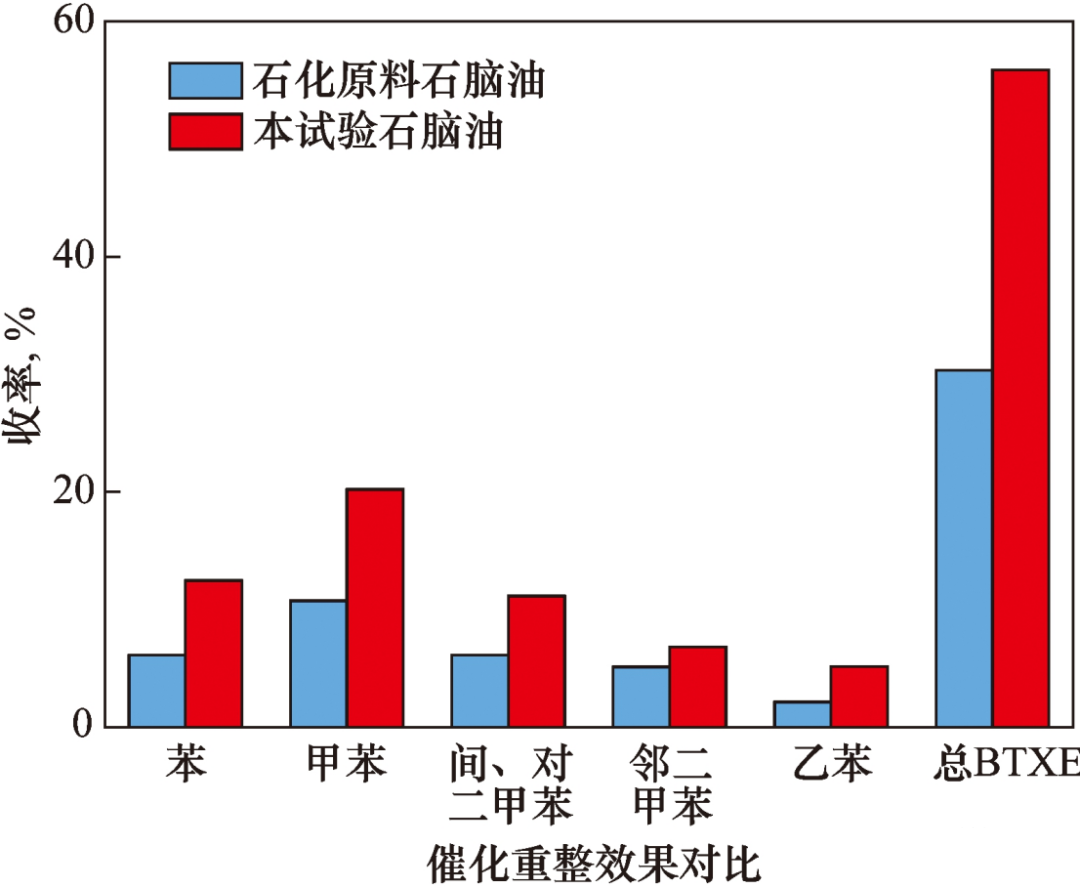
图5 低阶煤热解焦油加氢裂化产物与常规石化重石脑油催化重整产物比较
2.2 多产优质化工原料加氢裂化技术
2020年国内基础化工原料缺口达到26 Mt,化工原料的紧张成为了亟待解决的能源危机。加氢裂化工艺的尾油产品BMCI值(芳烃指数)低,轻石脑油产品链烷烃含量高,为优质的蒸汽裂解制乙烯原料;重石脑油产品芳烃潜含量高,为优质的催化重整装置原料。常规加氢裂化技术可以提供大量的优质化工原料但同时存在化学氢耗高、液体产品收率低等问题,各大研究机构在催化剂与工艺领域积极研究以开发高效的多产优质化工原料加氢裂化技术。
FRIPP深耕于开发系列化工型加氢裂化催化剂,为满足市场对于化工原料的需求,有针对性地开发了多产化工原料型加氢裂化催化剂FC-52,FC-14。
FC-52的设计理念是从酸性调变与孔道结构优化两个方向实现稠环芳烃的优先吸附裂化以及链烷烃的高度保留。FC-52催化剂采用混捏法制备,活性组分为Ni-Mo,该催化剂使用的是酸中心接触性能优异以及孔道结构合理的ASSY分子筛,其物化性质与常规USSY分子筛相比较,总比表面积增长 14.06%,其中介孔比表面积增长了150%,总孔体积增长了35.29%,其中介孔孔体积增加了60%,酸量也相应的提高了40%。与常规裂化催化剂催化性能进行比较,分别控制单程转化率60%和80%,FC-52催化剂的裂化段温度分别降低2℃,3 ℃,重石脑油选择性也相应提高 1.5%,0.9%,芳烃潜含量提高1.7%,0.9%,相应的尾油BMCI值与参比催化剂取得的尾油BMCI值相比降低11.61%,12.66%。同时进行了FC-52催化剂的重复性与稳定性考察、不同尾油切割方案考察以及不同原料油适应性考察,试验结果表明,FC-52催化剂可在更低的能耗下生产性质更加优异的可作为后续装置原料的化工产品。
FC-14催化剂的特点为孔径分布更为集中,平均孔径较传统加氢裂化催化剂增加40%,FC-14催化剂更为合理的孔结构有利于反应物的吸附,产物的脱附和扩散以达到增加目标产物选择性的目的。该催化剂的活性组分为W-Ni体系,以改性的分子筛为裂化组分,采用UDRM技术使得活性组分的分散度明显提高。FC-14催化剂的工业应用结果十分突出,图6为FC-14催化剂工业应用产品分布。由图6可知,FC-14催化剂加氢裂化活性适宜,目标产物选择性高,可有效降低装置柴汽比,柴油收率仅为15%,化工原料(轻重石脑油+加氢尾油)总收率达到78.6%,其轻石脑油产品的链烷烃质量分数为77.04%,是优质的蒸汽裂解制乙烯原料,重石脑油芳烃潜含量达到54.1%,可作为催化重整装置的优质进料,同时加氢尾油的BMCI值低至10。这一工业应用结果表明,FC-14催化剂能够满足企业多产化工原料的生产需求。
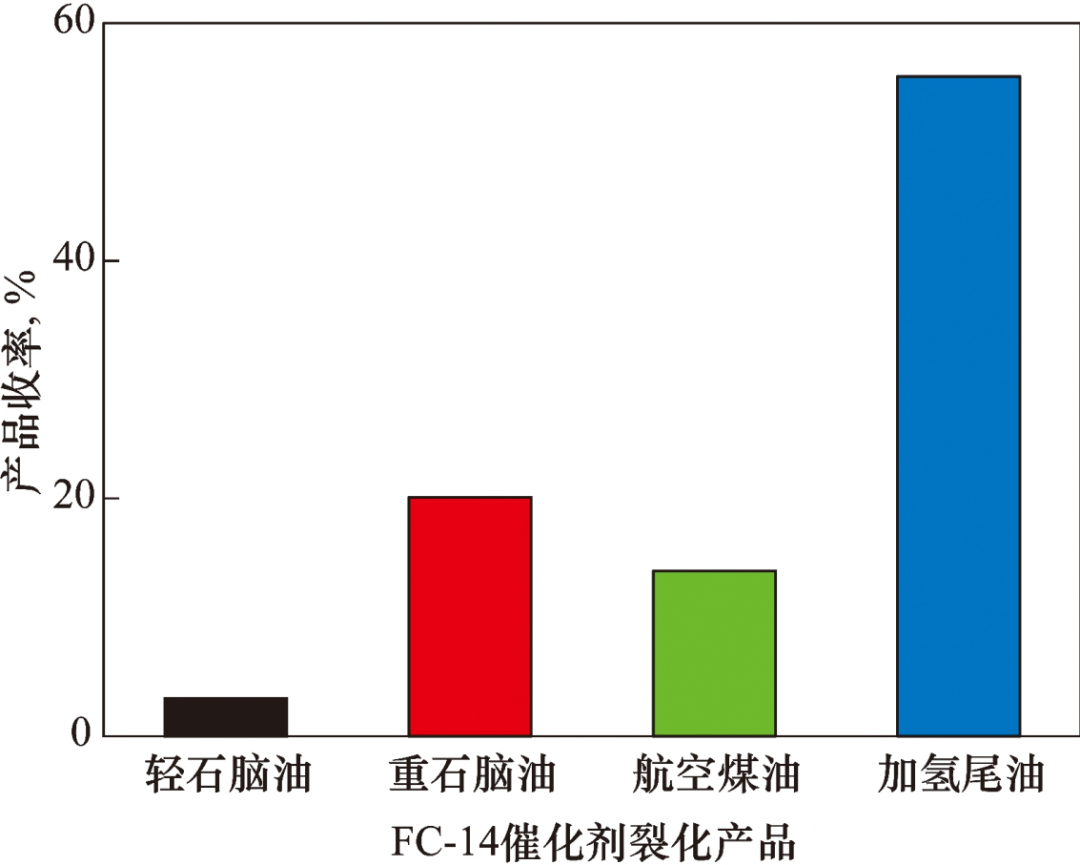
图6 FC-14催化剂工业应用产品分布
FRIPP在多产化工原料加氢裂化工艺开发领域也有很多突出的成果,先后开发了FMC1多产优质化工原料加氢裂化技术和FMC2最大限度生产优质化工原料的加氢裂化工艺技术,两种技术的典型工艺流程见图7~8。中国石化某炼油厂应用FMC1多产优质化工原料加氢裂化技术的实际生产结果表明,轻石脑油产品收率为 9.15%,重石脑油产品收率为46.52%,加氢尾油产品收率为28.26%,可作为化工原料的产品总体收率达到了83.93%,显著降低柴汽比,经济效益显著。
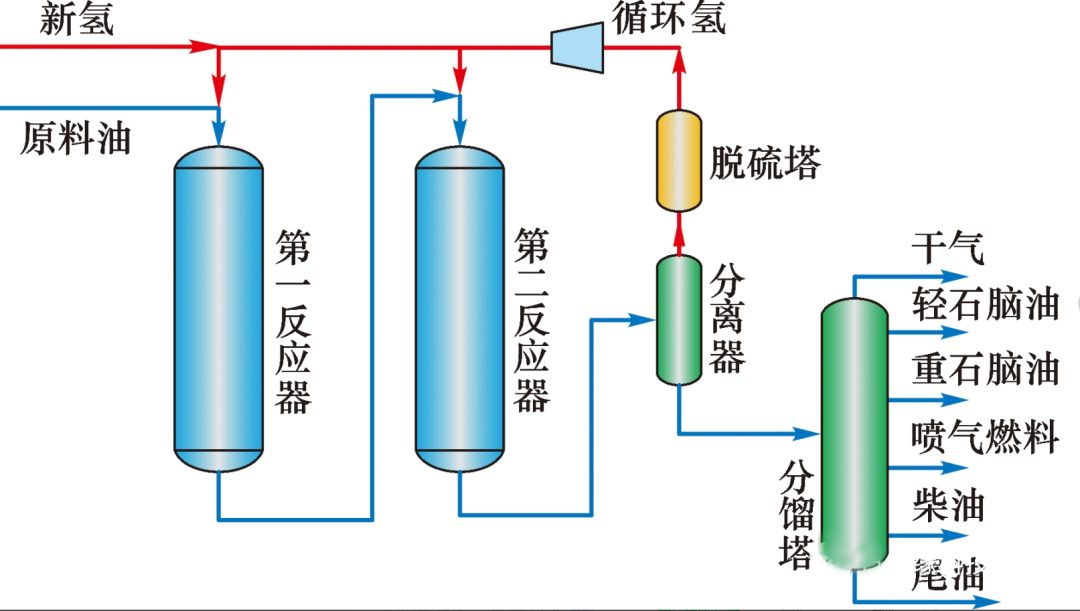
图7 FMC1技术工艺流程
为填补国内化工原料的空缺,多产重石脑油作为催化重整原料,多产尾油作为乙烯裂解制乙烯原料同时降低柴油产量,FRIPP开发了PHU-211柴油加氢裂化催化剂,于2019年6月将该催化剂与柴油精制催化剂PHU-112组合,在中国石油抚顺石化分公司1.2 Mt/a柴油加氢裂化装置进行了首次工业应用。在装置氢分压5.4 MPa、进料量77.4 t/h、氢油比1 040∶1、精制反应器平均温度330.4 ℃、裂化反应器平均温度352.8 ℃的工艺条件下:重石脑油产品收率为38.7%,芳烃潜含量为45.62%,是优质的催化重整进料;可作为蒸汽裂解制乙烯原料的轻石脑油收率为 6.2%;尾油收率为24.1%,其BMCI值低至7.0,是非常优质的蒸汽裂解制乙烯原料,总体化工原料收率达到69%。
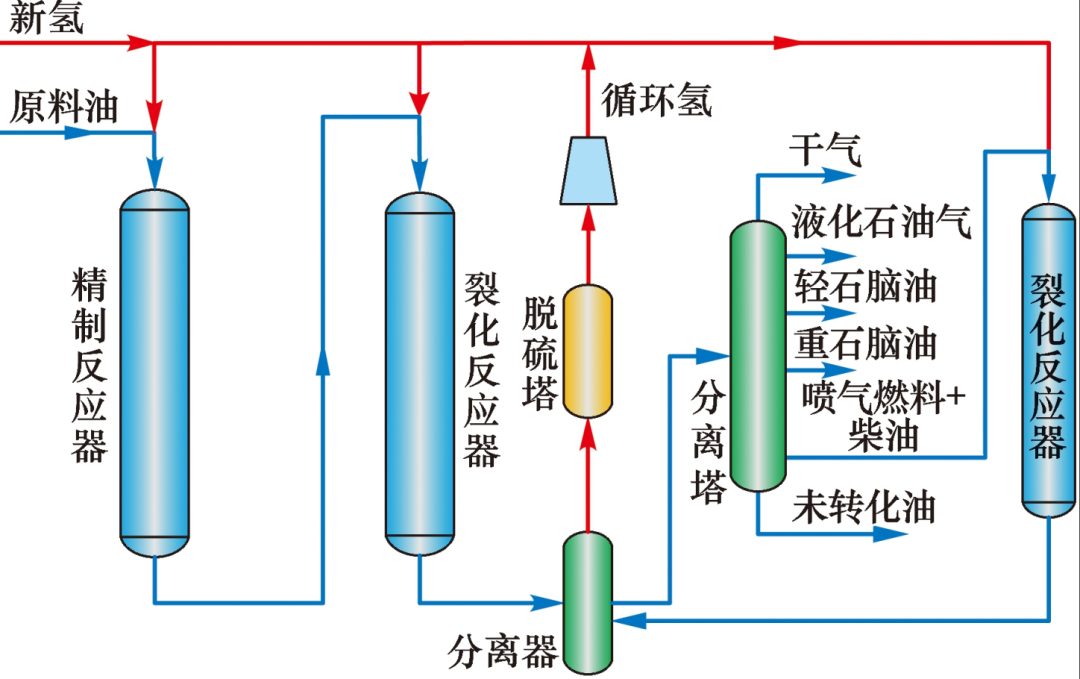
图8 FMC2技术工艺流程
2.3 烃类分子结构导向转化多产化工原料加氢裂化技术
加氢裂化技术可将重质原料转化为高附加值的化工原料,但传统加氢裂化工艺得到的化工原料收率与产品质量存在相互制约的情况,追求最大量的化工原料收率的同时,化工原料产品质量会相应降低。FRIPP深入研究加氢裂化的化学反应过程,探究原料组成结构随反应过程变化的动态规律,设计了强化反应过程的催化剂级配方案,将高裂化、低加氢活性的裂化催化剂,中裂化、中加氢活性的裂化催化剂与低裂化、高加氢活性的裂化催化剂系统耦合,实现高附加值化工原料的生产。该技术在某1.5 Mt/a加氢裂化装置的实际应用结果表明,能耗降低59.87 MJ/t以上,尾油的BMCI值降低3~5单位,化工原料产品质量提升明显。
国内炼化企业在装置设计与投产方面往往存在抱团效应,导致转型升级难度相对较大。2000年后,国内市场对于柴油需求量大导致各大炼化企业柴油精制装置的数量与总体规模均较其他装置大。近年来柴油需求逐年萎缩,减少低价值的柴油产品成为了主流需求,将常规柴油精制装置进行较小的改动升级为柴油加氢裂化装置既能明显降低柴油产量,又可以为下游化工装置提供高芳烃潜含量的重整原料与低BMCI值的蒸汽裂解原料,能够使得企业灵活转型实现装置效益的最大化。中国石油四川石化分公司利用此技术将企业原有的3.5 Mt/a的柴油精制装置改造为3.0 Mt/a的柴油加氢裂化装置,改造过程存在一些技术瓶颈,例如:反应器内体积不变的情况下,部分精制催化剂更换为加氢裂化催化剂,导致精制空速下降;反应器改造余地有限,加氢裂化装置操作难度大,氢耗明显增加。研究人员通过催化剂的粒径与活性级配以及高活性体相法催化剂的合理使用来解决上述技术瓶颈,柴油精制装置改造前后产物收率对比见图9。由图9可知,改造前加氢柴油收率高达98.18%,改造后的两种不同工况下柴油收率降低为76.41%和83.10%,相应的重石脑油收率达到17.82%和12.98%,显著降低了装置柴汽比。重石脑油产品的芳烃潜含量分别为56%和61%,明显优于常规的加氢裂化装置重石脑油的芳烃潜含量,为优质的催化重整装置进料。加氢柴油的BMCI值由改造前的31.3下降至19.4和29.4。工况1的操作条件下通过分馏的调整可以实现加氢柴油的BMCI值降低至16,目标化工原料(重石脑油+加氢柴油)的总收率达50%以上。
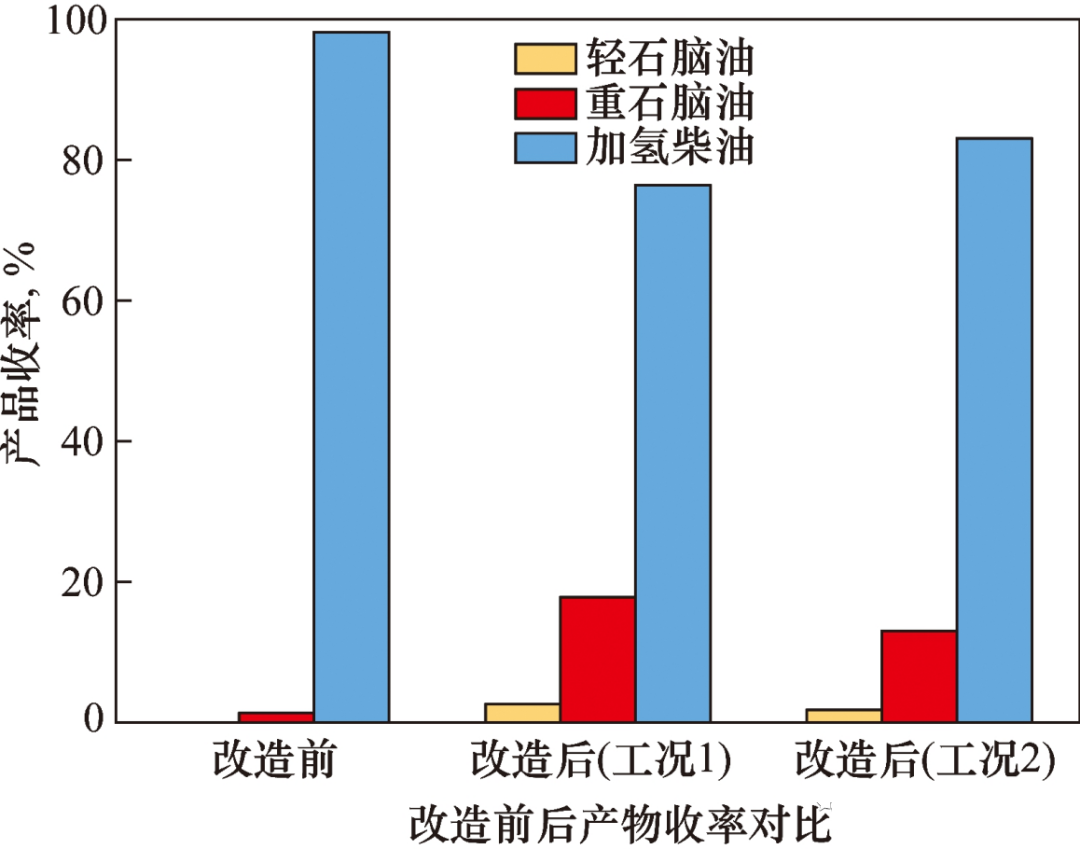
图9 柴油精制装置改造前后产物收率对比
总结
随着炼油工业的快速发展,国内产能过剩矛盾日益突出,产品结构亟待调整,在国家政策的指导要求下,石化企业通过炼化一体化实现转型升级、提质增效成为主流的技术路线。加氢裂化技术具有原料来源广泛、产品分布调整灵活以及产物性质优异等优点,是炼油企业炼化一体化总流程中最为重要的关键环节。
(1)最大量生产催化重整原料加氢裂化技术石脑油馏分整体收率接近90%,其中重石脑油收率为74%,芳烃潜含量为46.0%,为优质的催化重整进料。该技术可扩大原料来源范围,加工处理低温热解焦油,其重石脑油产品芳烃潜含量明显高于常规石化原料制得的重石脑油芳烃潜含量,催化重整得到的BTXE产品收率大大增加。
(2)多产优质化工原料技术与催化剂的开发大大增加了化工原料的总体收率(83.93%),经济效益显著,可明显降低柴汽比并为下游装置提供优质化工原料,经济效益显著。
(3)烃类分子结构导向转化多产化工原料加氢裂化技术可突破产物收率与产品质量的相互制约,根据原料的动态变化规律设计出强化反应过程的裂化催化剂级配方案,可在实现提升产品质量的同时进一步提高化工原料产物收率。
来源: 油化客


