











主要内容:管道内检测是保证油气管道完整性的关键技术之一,随着大管径、长距离、高流速管道的不断应用,对内检测技术提出了新的挑战和要求。针对该现状,介绍了应用较为广泛的漏磁检测技术、超声波检测技术、涡流检测技术、几何检测技术、复合检测技术和阴极保护检测技术。对于无法清管作业的管道,可采用灵敏球进行内检测;介绍了不同检测器的原理、局限性和适用范围,梳理了内检测器存在的问题和选用原则。针对内检测技术的现状,提出了内检测未来的发展趋势。
关键词:漏磁;超声波;涡流;几何变形;内检测器
管道完整性评价是管道完整性管理的核心内容之一,管道完整性评价目前主要有三种方式:内检测评价法、直接评价法、压力试验法。QSY 1180.4—2009《管道完整性管理规范第4部分:管道完整性评价导则》中规定:内检测评价技术应作为首选的检测评价手段。
管道在线内检测技术是将无损检测技术和清管设备结合在一起,将原来只用于清蜡扫线的非智能清管器改为集信息采集、处理、存储等功能于一体的智能型管道缺陷检测器,通过发球筒施加一定的压力,使清管器在管道内运动,进而达到检测管道缺陷的目的。该技术可以在不停产、不卸压、不卸料的前提下实施,可以有针对性地检测出管道在制造(轧制)、运输、焊接、运行等过程中存在的缺陷:如焊接过程中出现的夹杂、气孔、未焊透、层间未熔合、过度打磨等缺陷;运行过程中出现的应力腐蚀、氢鼓泡、氢致开裂、应力疲劳等缺陷。内检测技术的应用为管道事故的预防和合理维护提供了科学依据,对保证管道安全运行具有重要作用。目前油气管道内检测应用较为广泛的有漏磁检测技术、超声波检测技术、远场涡流检测技术和几何检测技术等[1-2]。
1 内检测技术
1.1 漏磁检测技术
漏磁检测技术属于间接测量,基本原理是通过对管壁施加一个强磁场检测金属表面磁场的泄漏强度的大小。正常情况下,若管道表面光滑且没有其他残余杂质,根据电磁感应原理,磁通全部通过管体,不会产生磁场泄漏;反之,若存在缺陷,有小部分磁通会离开管体的上、下表面,通过空气绕过缺陷,造成缺陷处的磁通阻力加大,导致缺陷附近的磁场发生变形,该部分漏磁信号经过滤波器、放大器、数/模转换器处理后被记录到存储器中,内检测完成后再利用专业的软件处理和分析数据。为了保证漏磁检测器在管道内顺利通行,一般把整个装置分成几节,每节之间采用挠性软管连接,以便通过弯头及变径处,检测器整体可耐压10~15 MPa。
利用漏磁检测技术可以检测管道的各种缺陷,如管道裂纹、管壁腐蚀造成的减薄等。漏磁检测法具有技术简单、操作方便、费用低廉的特点,对于不同的流体介质(油、气或气液混输)都能检测,无需耦合剂;缺点是检测精确度低,对管线材质较为敏感,只能检测管道表面和近表面,不能有效检测厚管壁管道(一般只适用于12 mm以下的管道)。同时,由于干扰管壁磁化的因素较多,检测数据的信息量较大,因此对硬件要求较高;管道中存在的污垢、残渣等杂质,对漏磁检测器的检测结果影响较大。目前漏磁检测器有一般分辨率漏磁检测器(轴向)、高清分辨率漏磁检测器(轴向)、横向漏磁检测器(环向)3种。
1) 一般分辨率漏磁检测器。该类检测器的电子探头和通道数量较少,一般少于80个通道,检测精度很大程度上受传感器尺寸的束缚,检测精度不高,只对孔眼、裂纹等微小的金相金属腐蚀检测精度较高,对于轴线排列金属缺陷的检测经常出现误报。
2) 高清分辨率漏磁检测器。其电子探头和通道比一般分辨率检测器多,一般不小于200个通道,可以检测面积状、体积状的腐蚀缺陷,但是点蚀或几何形状复杂的缺陷区域,检测精度会大幅降低。同时,对于轴向排列金属缺陷的检测也经常出现误报,如果检测速度过高,会降低检测的精度。
3) 横向漏磁检测器。对轴向排列金属缺陷的检测较前两种更为敏感、精确,但对于环向排列金属缺陷的检测不如前两种敏感、精确;对于大多数点状、面状、体积状的腐蚀缺陷,检测精度要低于高清分辨率漏磁检测器。
田野等[3]利用漏磁检测和Ansys有限元分析软件对管径121.9 cm、壁厚1.84 cm的长输管道环焊缝进行了缺陷验证,通过建模的方式对漏磁检测出的缺陷长度、宽度、深度进行了量化,得到缺陷长度和宽度尺寸与轴向漏磁检测的峰谷间距成正比,缺陷深度尺寸与轴向漏磁检测的峰谷值和长宽比成正比。
由于单一的信号分量无法满足现场实际需求,近年来,三轴高清漏磁检测技术逐渐成为研究热点,GE-PII公司研制的Magne Scan SHR将3个方向的传感器封装在一起,可以分别对管道轴向(平行于管道中心线)、径向(沿管道半径方向)、周向(沿管道圆周)的漏磁信号进行检测。该技术在中石油东北管网应用后,对螺旋焊缝缺陷的检出率大于90%,定位精度不超过±15%,经开挖验证后,符合率达到100%。
1.2 超声波检测技术
1.2.1 超声波检测技术测量原理及特点
超声波检测技术属于直接测量,基本原理是利用超声波可以在金属表面传播并发生反射的特点,由内检测器的探头发出超声波信号,信号经管道内、外表面反射后,再次被探头捕捉到,将内、外表面2组超声波传播时间差乘以声速,可得到管道的实际壁厚,该方法较适合检查管体裂纹。超声波检测能可靠地检测到母材及纵向焊接区,甚至可检测出某些凹陷长度3 cm的裂纹缺陷,可靠性较强;缺点是超声波需要液体耦合剂,必须依靠液体作为传导介质。超声波检测技术不适用于输气管道的内检测;同时,超声波容易被蜡质和沥青质吸收能量造成衰减,对于结蜡严重的管道同样不适用。目前超声波检测器有直波检测器和横波检测器两种:
1) 超声直波检测器。需用液体耦合剂保证其工作性能,对于山地、丘陵等地形复杂的区域,或者弯头、变径处容易出现信号缺失的地方,无法对缺陷进行准确检测;同样,该检测器也不适用于检测结蜡严重的原油或成品油管道。
2) 超声横波检测器。需用液体耦合剂或轮耦合系统保证其工作性能,检测器中探头和通道的数量决定了对缺陷尺寸的检测精度;同样,当管道内部存有杂质时,该检测器的检测精度也会受到影响,甚至出现误判。
沙胜义等[4]利用超声波内检测技术对某输油管道环焊缝的缺陷进行检测,并通过多次室内牵引试验和现场开挖验证,证明超声波检测技术可以较好地检测出平面型缺陷;同时,可以排除体积型缺陷的影响因素,可与漏磁内检测技术互补,更好地检测多种缺陷类型。
1.2.2 超声波检测技术发展趋势
伴随着压电复合材料、电子信息技术和计算机技术等学科领域的快速发展,逐步解决了超声波干扰回波修正、晶片增益修正、入射点漂移、能量分布不均等问题。近年来衍生出了超声衍射时差(TOFD)、超声相控阵以及电磁超声检测等技术,其中TOFD和超声相控阵检测技术的发展相对还不够成熟,检测设备昂贵,检测手段和技术标准不齐全,只有中国特检院及相关重点实验室配备,且都担负着国内重点项目的研究工作,只停留在室内试验阶段。
电磁超声检测技术与常规的压电超声技术相比,在测试过程中无需添加耦合剂,且无需对管道进行表面处理,在线圈中通过20~2×107 Hz的超声波频率交流电,由于电磁效应,被测管体中会产生涡流电流,从而引起管体的局部震动,管体局部几何形状发生微小变形,形成伸缩效应,同时运动电荷受洛伦兹力的影响,几种耦合效应并存条件下,管道缺陷表面激发回超声波,回波信号被探头检测到,并以小波变换的过滤方式从信号中剥离出有用信息。电磁超声需要在高压下(一般要300~500 V)进行,同时能量转换率也较低。德国的AG公司基于电磁超声原理研制的LineExplorer 3TM-tool,除了可以发射和接收传统的超声波信号外,还可以产生电磁超声信号,可对不同管径的液体和气体管道进行综合检测,提高了缺陷类型和尺寸的检测精度。
1.3 涡流检测技术
涡流检测技术也属于间接检测,主要是将正弦交变电流线圈靠近被测管道,通过产生的交变磁场在管壁中产生涡流,如果存在金属损失或裂纹等缺陷,涡流的大小、相位角和流场形式都会发生改变,从而耦合阻抗发生改变,通过专业软件分析后得到被测管道的缺陷情况。
远场涡流检测技术是涡流检测技术的重要分支,最早由荷兰壳牌公司用于外径17.8~20.3 cm、壁厚0.95~1.27 cm的直井套管缺陷检测,随后迅速在石油、石化、钢铁、冶金等行业推广应用。基本原理:在检测器中放置2个相距2~3倍管径的激励线圈和检测线圈,其中激励线圈通入低频率交流电信号,检测线圈在远场区接收到2次穿过管壁的能量流信号,可以较高的灵敏度检测管道内、外表面的缺陷以及壁厚减薄等信息,不足之处是涡流对于铁磁性强的金属构件(主要是厚壁管材)穿透力很弱,只能用来检测材料内壁表面及近表面的缺陷和壁厚减薄情况。当流体介质在材料表面形成了Fe2O3和Fe3O4等强磁性垢层或磁性氧化物,就会形成大量的假数据,并且该技术对裂纹型缺陷的检测精度较差。
目前,市场占有率较大的远场涡流内检测器为Russell公司的See Snake,通过分析不同内检测速度对应的波形曲线,得到对应位置的缺陷类型。
张伟等[5]将远场涡流技术与Ansys有限元分析有机地结合,对管道弯头处的缺陷进行了量化,得到涡流测量的电压相位值与弯头深度缺陷成近似反比,可用于量化缺陷深度等信息。
1.4 几何变形检测技术
几何变形检测技术多用于大型穿跨或跨越管道的检测,该类管道通常位于河流、湖泊、铁路、公路、村庄、农田等高后果区内,造成几何变形的原因一般是施工损伤、第三方损坏或者由于占压造成的不均匀沉降[6-7]。该类检测器基于电磁感应原理,检测器外侧有一定数量排列规则的机械抓手或架子,检测器在管道内部行进的过程中,机械抓手与管壁产生摩擦,这时内壁的凹坑、椭圆度、内径等一系列数据的变化被记录到存储设备中,经过专业软件数据处理后,可确定管道缺陷。目前市场上通用的几何变形检测器可用于D10~D150的管径[8],在置信度为90%时,灵敏度为管径的0.5%~1.0%,精度为0.1%~1.0%,尤其适用于环焊缝处的褶皱和凹陷变形。
欧阳熙等[9]设计了一种新型的几何变形检测器,该检测器采用钛合金作为机械载体材料,最大程度地减轻了设备质量,采用高分子聚氨酯作为密封皮碗与检测皮碗的材料,具有良好的弹性、可压缩性及抗老化性;充分吸收了油管线和气管线常用的皮碗结构形式特点,对密封支撑皮碗的结构进行了重新设计,把油管道常用的蝶形皮碗第一道腰线角度开大,同时在腰线部位以上仿制成气管线常用的半球形皮碗,加大了与管壁的摩擦力,可同时适用于气液管线。在中缅管道上实施后,成功采集了大量的管道变形信息,尤其是穿跨或跨越管段,为管道更换提供了有利的技术支撑。
1.5 复合检测技术
目前,管道可检测的缺陷类型主要包括:金属损失(腐蚀壁厚减薄、划伤),裂纹(疲劳裂纹、应力腐蚀裂纹),变形(几何变形、椭圆度、凹陷)。由于每种内检测器对单一缺陷类型的检测都具有自身的优势,因此可以将不同的无损检测技术进行耦合,通过综合应用,可提高检测技术的性能。
1.6 阴极保护检测技术
目前,阴极保护检测主要采用多频管中电流法,但该方法对穿跨越管线定位精度较差,同时对水下阴极保护的检测具有一定局限性。美国Baker Hughes公司研制了一种阴极保护内检测器,该检测器可以通过阴极保护电流流回电源中形成的压降,清晰地记录管中阴极保护电流的大小和流向,了解管道不同位置的电流分布情况,判断出外腐蚀管道的位置,有效地解决了公路、河流、沼泽、盆地等穿跨越区域的检测。
1.7 无法清管的内检测技术
对于没有收/发球装置、管道内部积液、固体杂质过多、变径处过多等情况下无法进行清管的作业油气管道,内检测通常需要在清管器清管、测径器测径后再进行。Pure公司开发的灵敏球(Smart-ball)技术可以对无法清管的管道实施内检测,该装置是在聚氨酯塑料外套中插装铝制芯,包括多个传感器和声波采集装置,可以检测最小0.1 L/min的泄漏尺寸,但由于功耗的限制,需要连接电缆,因此适合集输管道的内检测,但不适合长输管道的内检测。
蜂窝汽封与其他各种形式的“硬齿”汽封相比,它的汽封齿最薄,硬度也最低,因此碰磨时不会象其他“硬齿”汽封一样在转子表面留下显著的磨痕。同时,蜂窝汽封与其他“硬齿”汽封不同,在与转子碰磨时象不会产生“刀片”切割现象,这是它不会磨伤转子的主要原因。梳齿类汽封的每一根汽封齿,在与转子碰磨时犹如车刀,很容易在转轴或覆环表面割出沟槽。此外,蜂窝汽封由于它曲折的网状结构使其表面面积大大增加,又极大地提高了它的耐磨性,因此蜂窝汽封既耐磨又不易磨伤转子是它突出的一个特点。
2 内检测的性能和适用范围
超声波内检测具有较高的灵敏度,更适合检测裂纹型缺陷,但在检测过程中需要耦合剂,并且对管输流量具有一定限制;电磁超声内检测具有超声波内检测的全部优点,但换能器效率较低,传感器耗能过高,今后可对装置能耗进行优化以满足检测需求。
涡流检测主要适用于内表面裂纹的检测,并可以对裂纹缺陷进行准确定位,远程涡流技术可与其他的流场分析软件相结合,对特定部位的缺陷进行量化分析,是今后发展的一个趋势。
复合内检测技术结合了多种内检测原理和技术,可根据不同缺陷类型的特点进行定制开发,但该方法由于成本较高,目前只停留于室内试验阶段。
灵敏球是一种新型的无损检测技术,主要适用于一些无法清管作业的老旧管道,灵敏球可以结合其他成熟的无损检测技术,实现功能扩展,可用于今后的各项工程中。
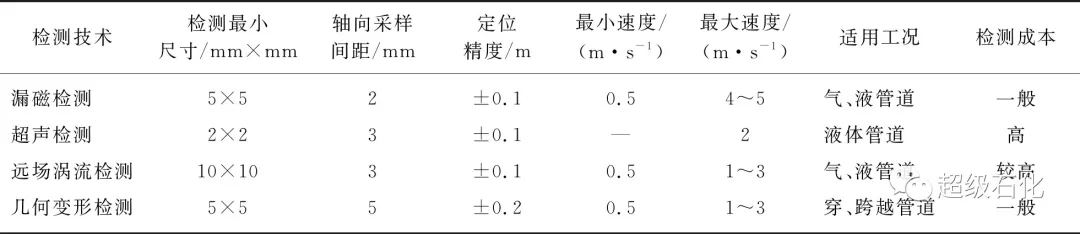
文献[10]针对4种不同检测技术的检测最小尺寸、轴向采样间距、定位精度、最小速度、最大速度、适用工况以及检测成本等进行了总结,具体见表1所列。
表1 检测技术的性能和适用范围
3 内检测技术存在的问题和选用原则
3.1 内检测技术存在的问题
综上所述,内检测技术存在如下问题:
1) 所有的内检测器对于缺陷类型的判断、定位和描述尚有不足,且相同的检测技术在不同的时间检测,检测结果出入较大。
2) 很多油气管道在沙漠、戈壁、高寒等特殊环境条件下服役,高温、高压及环境条件的变化对内检测器的运行有较大影响,甚至会损坏内检测器。
3) 对检测结果的分析方法不一致,对分析人员的经验依赖性较大。
4) 缺少对缺陷进行三维视角的分析和诊断方法。
3.2 内检测器的选用原则
在内检测器的选择上,要综合考虑内检测器的各项指标,包括:检测灵敏度、可检出的缺陷类型、检测精度、里程定位精度等,为了更好地选择内检测器,应该注意以下原则:
1) 检测灵敏度。所选的内检测器能检测的最小缺陷尺寸应能满足相应被检测缺陷的尺寸。
2) 缺陷类别。应能尽可能多地识别不同的缺陷类型。
3) 定位。定位应准确,方便下一步开挖验证和修复。
4) 缺陷尺寸。对于缺陷的长度、宽度和深度应检测准确,便于采取不同的修复处理技术。
4 结束语
目前中国油气管道内检测主要针对环焊缝、几何变形以及壁厚减薄等方面的缺陷进行检测,而对腐蚀(应力腐蚀、氢致开裂等)、裂纹(疲劳裂纹、周向裂纹等)、应力集中等方面的检测还存在很多不足,且国内标准无统一的参数和性能指标,检测结果依赖于操作人员的经验,今后内检测的发展趋势应包括以下几方面的内容:
1) 应针对内检测器的缺陷类型、检测阈值、尺寸精度和定位精度等进行开发和完善,同时应建立专门的场地对检测器进行牵拉试验,以便测定不同牵拉速度下检测器信号的衰减情况,对缺陷进行定量和定性的研究。
2) 将多种检测技术有效融合,开发出适合不同环境和工况下的内检测设备。
3) 对检测内容、检测步骤和分析方法进行标准化处理,编制行业或国家标准规范,形成统一认可的检测标准。
4) 提高内检测器中探头和传感器的质量,并对能耗进行优化,形成低功耗、高质量的内检测技术。
5) 着重开发功能多样化、规格统一化、装备撬装化、设备智能化、数据归一化的内检测器。


