











摘要:公司3.8 Mt/a连续重整装置工程设计的特点:重整反应器的布置采用“3+2”两列重叠式的方案,扇形筒选用优化的梯形筒结构;反应加热炉采用进料加热炉、第三中间加热炉和第四中间加热炉组成三合一炉,第一中间加热炉和第二中间加热炉设置两个串联炉膛二合一箱式加热炉,且配有一套余热回收系统;压缩机组采用重整氢循环机与重整氢增压机并联设计,其中重整氢增压机选用“一拖三”形式,即一台汽轮机驱动三台压缩机。装置满负荷运转标定结果:芳烃收率 液体收率88.21%,纯氢产率4.37%,催化剂粉尘量8.38 kg/d,装置能耗3 425.008 MJ/t,结果表明:重整产氢纯度及向芳烃装置提供的重整油接近设计要求指标,说明该装置工艺技术和工程设计具有可行性,同时对今后国内大规模连续重整装置的工艺选择及工程建设具有借鉴意义。
液体收率88.21%,纯氢产率4.37%,催化剂粉尘量8.38 kg/d,装置能耗3 425.008 MJ/t,结果表明:重整产氢纯度及向芳烃装置提供的重整油接近设计要求指标,说明该装置工艺技术和工程设计具有可行性,同时对今后国内大规模连续重整装置的工艺选择及工程建设具有借鉴意义。
关键词:连续重整装置 首次标定 混合进料 主要操作参数 生成油组成 物料平衡 能耗
浙江石油化工有限公司新建设的两套3.8 Mt/a连续重整装置(一期)是作为公司40 Mt/a炼化一体化项目的重要装置之一,也是目前国内运行单套规模最大的连续重整装置。以石脑油加氢装置产出的精制石脑油及蜡油加氢裂化和柴油加氢裂化(加裂)装置的加裂重石脑油作为原料,最大限度生产富含芳烃的汽油馏分作为芳烃联合装置主要原料[1]。同时副产高纯度的重整氢气、液化石油气、戊烷、含硫燃料气和酸性水等产品[2]。
1、装置简介
装置采用UOP第三代超低压连续重整工艺和Cycle催化剂连续再生工艺专利,设计规模为3.8 Mt/a,催化剂再生规模为3 175 kg/h。装置由重整反应部分、再接触部分、分馏系统和催化剂再生部分构成,以上游重石脑油为原料[3-4],生产富含芳烃的高辛烷值汽油馏分(辛烷值为106.3),并为全厂需氢装置提供氢气。
工艺采用UOP先进成熟的超低压连续重整工艺,催化剂选用R-334型低密度连续重整催化剂,可获得高液相收率、芳烃和氢气产率,提升了重整装置的效能[5]。该套重整反应器采用 “3+2” 热壁径向反应器,即第一、二、三反应器叠在一起,第四、五反应器叠在一起,并列布置,与传统“2+2”叠置式的设计相比,增大了反应器内催化剂藏量,且降低了扇形筒与中心管之间催化剂床层厚度,避免停开工期间因热应力大损坏反应器内构件。
2、首次开车
2020年1月2日09∶ 30,重整反应系统引管网开工氢气进行系统置换,压力控制在0.24 MPa,09∶ 42启动循环氢压缩机转速升至3 000 r/min。1月9日07∶ 30五合一炉升温至380 ℃,09∶ 09装置开始引石脑油和罐区精制油至270 t/h(60%负荷进料),09∶ 19进料油切至再接触,1月10日重整开始注氯(初期10 L/min,随着循环气中水含量降低进行调整,调整至40 L/min),注硫(初期15 L/min,随着进料中硫含量变化,调整至24 L/min)[6-7]。
重整反应分馏单元开车正常后,再生系统1月14日建立催化剂循环,1月15日13∶ 50待生催化剂碳质量分数5.9%左右,再生开始黑烧,氧质量分数控制在0.85%,催化剂循环速率控制在75%,1月16日再生黑烧转白烧成功,标志着全国单套最大连续重整装置一次开车成功,装置运行正常。
3、标定结果及分析
重整装置自2020年1月9日投料开车成功后,生产运行稳定,为考核单套最大3.8 Mt/a重整装置的运行能力、催化剂性能及包括能耗在内的各项技术经济指标,于2020年4月1日08∶ 00至2020年4月3日08∶ 00对重整装置进行了为期三天的首次标定,对装置状况作了一次全面的考查及评价。标定使用的混合进料油39.6%来自石脑油加氢装置的精制石脑油,44.1%来自柴油加裂和蜡油加裂的重石脑油,不足部分由罐区精制油补充。标定使用的原料性质、反应条件、反应结果及催化剂再生性能如表1所示。
表1 重整混合进料设计值和标定值对比
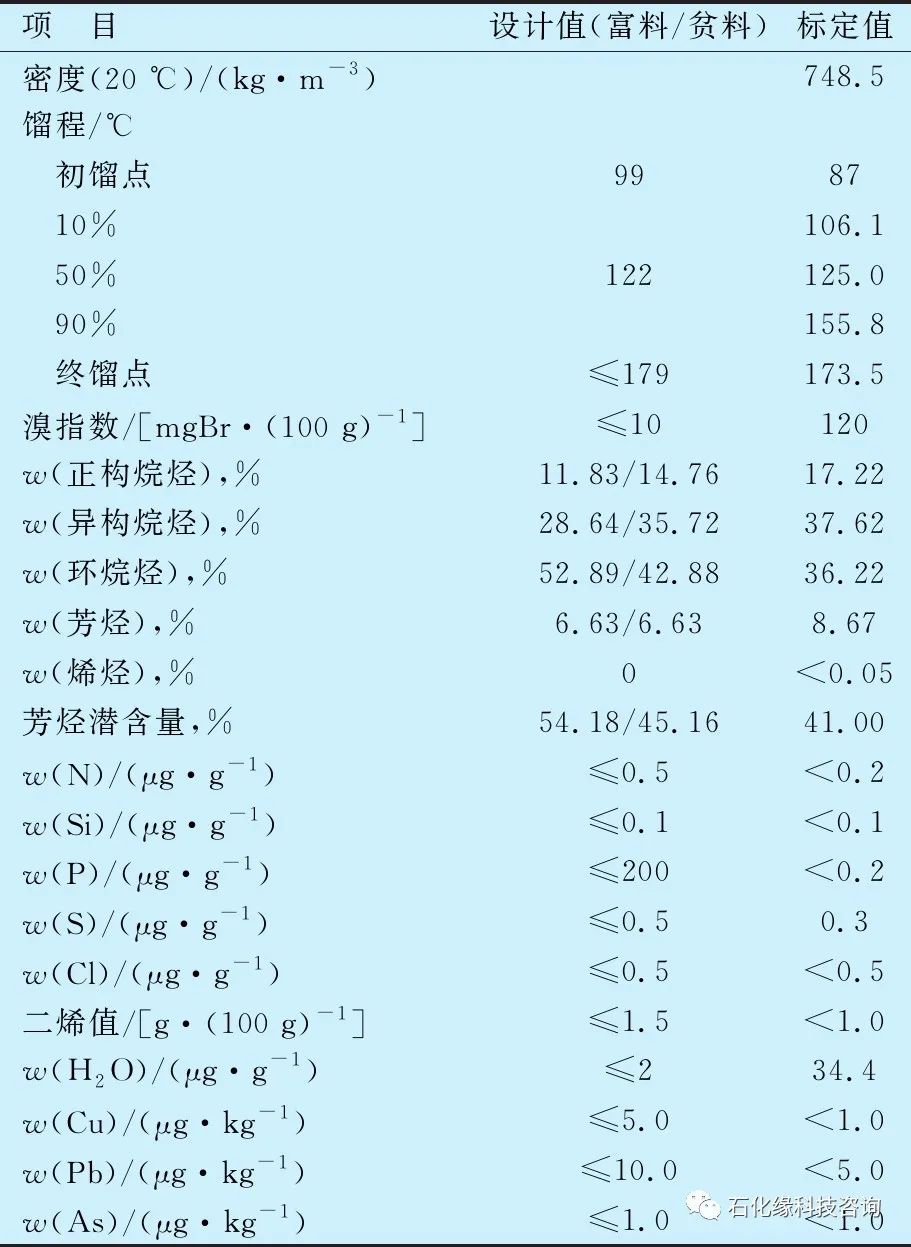
由表1可以看出,标定值与设计值相比,只有水含量稍高,其他重整进料杂质含量符合设计要求,由于上游加裂装置供料水含量偏高,加上空气湿度大,导致混合进料水含量分析略高于设计值,循环氢气中的水含量正常,摩尔分数维持在0.02‰~0.03‰。重整进料初馏点控制较低,原料馏程宽、组分较轻,原料性质较差。表2为反应再生系统操作参数设计值与标定值对比。其中,WAIT为加权平均入口温度,WABT为加权平均床层温度。
表2 反应再生系统操作参数设计值与标定值对比

从表2可看出,3.8 Mt/a连续重整装置在设计操作参数下的反应结果:由于原料芳烃潜含量低于贫料设计值(45.16%),重整产氢收率标定4.37%低于设计值(4.69%),芳烃产率标定值76.04%低于设计值(78.97%),但![]() 液体收率标定值88.2%接近设计值(88.82%)。以上数据表明:在WAIT 536.15 ℃,WABT 510.93 ℃,体积空速2.35 h-1和氢油比3.7的反应条件下,重整反应荷刻度能满足重整反应设计要求。
液体收率标定值88.2%接近设计值(88.82%)。以上数据表明:在WAIT 536.15 ℃,WABT 510.93 ℃,体积空速2.35 h-1和氢油比3.7的反应条件下,重整反应荷刻度能满足重整反应设计要求。
重整反应生成油初馏点低,因此分馏系统脱戊烷塔C2101塔底温度较设计温度低,在保证脱戊烷塔底油C5含量符合设计指标前提下,拔出C5及以下组分进入脱丁烷塔。
脱丁烷塔C2102主要加工3.8 Mt/a重整装置的液化石油气产品,由于该组分中C4以下组分含量较高且流量大,经过脱戊烷塔拔出进入脱丁烷塔C2102,大量轻烃进入到精馏段,使得脱丁烷塔精馏段及塔顶运行负荷较高。C2102塔顶压控阀保持60%开度以上且副线必须保证一定开度,方可满足塔压在可控范围内。在这种工况下,塔顶馏出液化石油气产品中C3以下组分占26%左右,液化石油气产品中干气组分高。
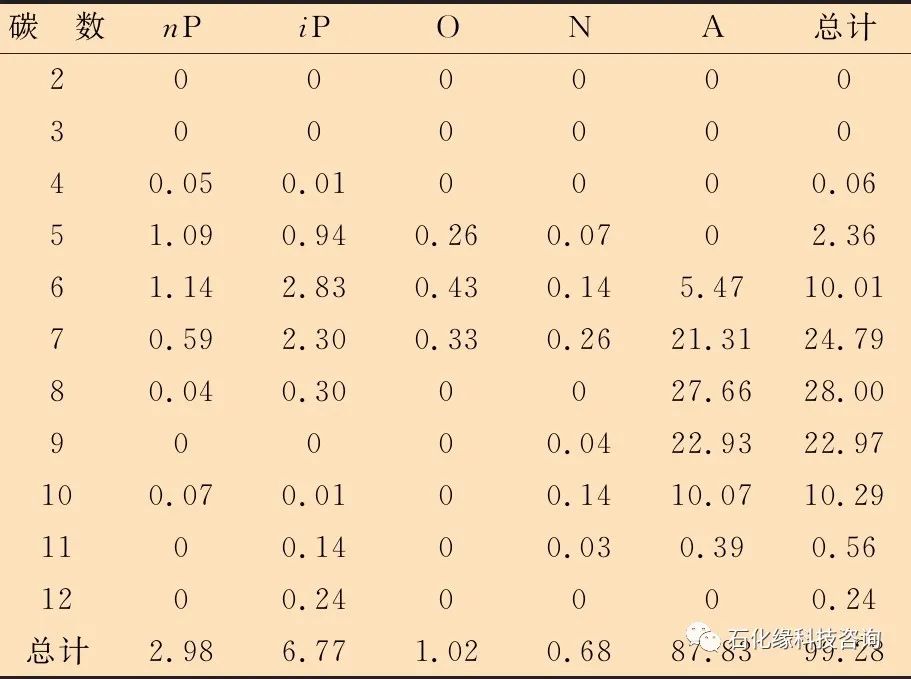
在装置当前的苛刻度工况下运行,重整生成油辛烷值为117,高于设计值106.3。分析其原因有以下可能:第一,由重整生成油PONA组成(表3)可知重整生成油中
![]() 芳烃占10.46%,提高了辛烷值。由于重整混合进料中含有10.85%的C10和C11直链烷烃,在反应温度543 ℃条件下,部分烷烃在第三、第四反应器中发生烷烃脱氢环化转化为C10芳烃,高于设计值6.97%,从而提高了油品辛烷值。第二,重整进料烷烃含量高,部分烷烃在第二、第三反应器中发生烷烃异构化,也能使得油品辛烷值提高[8]。
芳烃占10.46%,提高了辛烷值。由于重整混合进料中含有10.85%的C10和C11直链烷烃,在反应温度543 ℃条件下,部分烷烃在第三、第四反应器中发生烷烃脱氢环化转化为C10芳烃,高于设计值6.97%,从而提高了油品辛烷值。第二,重整进料烷烃含量高,部分烷烃在第二、第三反应器中发生烷烃异构化,也能使得油品辛烷值提高[8]。
表3 C6+重整生成油PONA组成
催化剂再生标定期间,一直处于白烧。再生氧体积分数控制在0.85%,待生和再生的催化剂氯质量分数基本保持在0.85%和1.0%左右,表明催化剂有较好的持氯能力,待生催化剂碳质量分数为5.5%,再生催化剂碳质量分数小于0.2%,说明催化剂烧焦正常,床层最高烧焦温度在 565~577 ℃之间波动,其他各点温度分布比较合理。粉尘量大约8.38 kg/d,待生催化剂粉尘收集罐粒径小于1.18 mm物料占42.25%(质量分数,下同),分离料斗再生催化剂粒径小于1.18 mm物料占0.06%,再生催化剂粉尘收集器粒径小于1.18 mm物料占44.85%,催化剂整颗粒含量略高,其理想控制指标应在20%左右,考虑通过逐步调整淘析气量,使得粉尘量下降。
在100%催化剂循环速率条件下,催化剂在反应器和再生器之间的流动控制较为顺畅,压差及循环控制比较稳定,但由于再生催化剂反吹系统在粉尘收集器差压高或设定时间内,将对再生分离料斗进行反吹,使分离料斗内部压力在(0.31±0.02) MPa左右波动,进而影响再生内部催化剂的提升。再生系统反吹程序运行峰值温度变化如图1所示,正常再生器床层峰值温度控制在第六层,当再生反吹程序运行时,随着再生分离料斗压力升高,再生峰值温度将出现上移[9-10],影响催化剂的烧焦和提升。
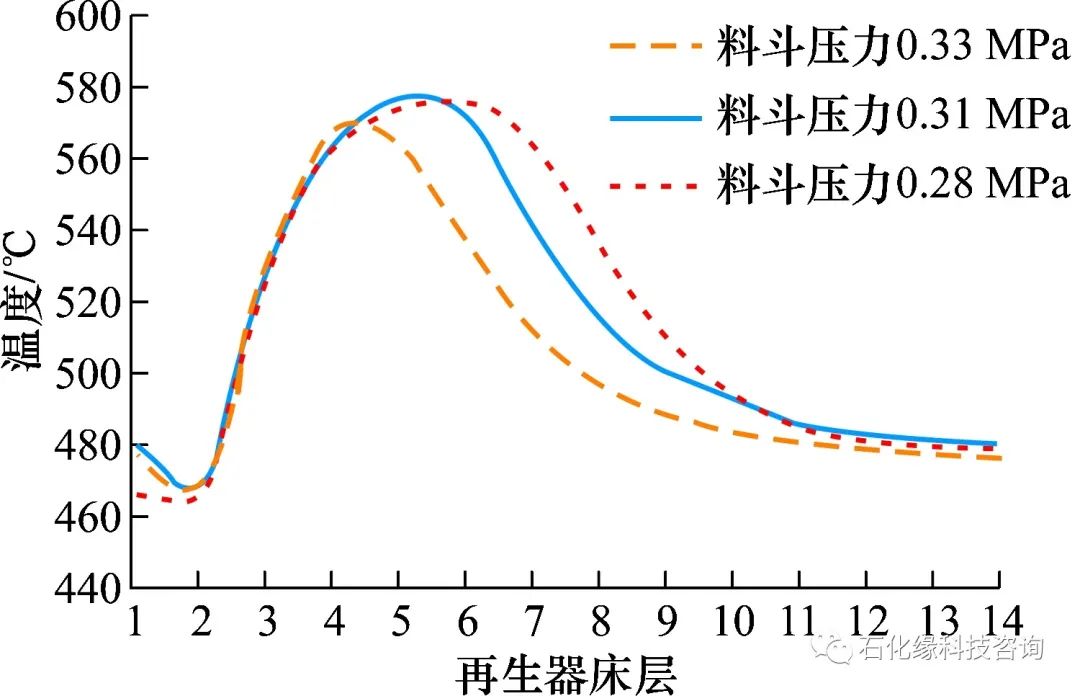
图1 再生系统反吹程序运行峰值温度变化
针对上述问题,可采取以下措施:调整再生反吹程序启动条件,保证粉尘收集器差压不高的情况下,减小再生反吹频率。调整再生器压力控制阀PDV22019的PID参数,使再生器压力随着再生分离料斗压力变化及时调整,稳定再生内部提升差压。再生分离料斗增加压力控制阀至放空,反吹程序运行后,及时调整再生分离料斗压力范围,减小反吹系统运行对再生催化剂提升的影响。
4、物料平衡
物料平衡见表4。由表4可知,重整装置进出物料闭合度在(100±2)%范围内基本平衡,纯氢收率4.22%比设计值4.38%低0.16百分点。戊烷油收率0.81%与设计值0.83%相差不大,由于重整原料环烷烃含量少、烷烃含量高,重整干气产率、液化石油气收率高于设计值[11-12]。
表4 重整物料平衡设计值与标定值对比
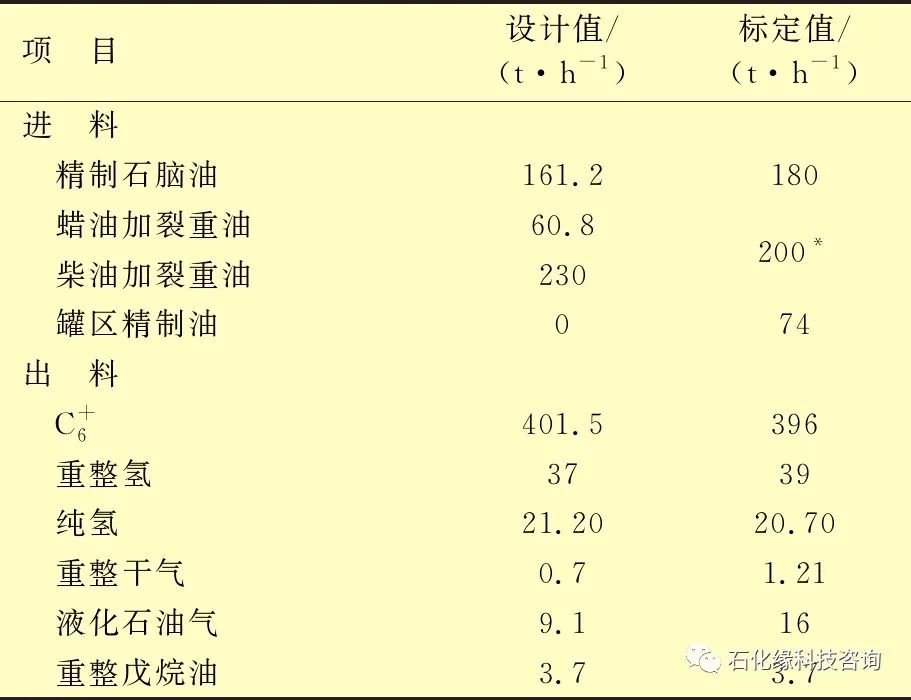
*蜡油加裂重油与柴油加裂重油合计200 t/h。
5、能 耗
标定期间装置能耗3 424.924 MJ/a,比设计值3 615.493 MJ/t低190.569 MJ/t,其中4.2 MPa蒸汽、1.3 MPa蒸汽、0.5 MPa蒸汽、燃料气用量与设计值有一定差距。由于5个重整反应器温度未达到设计温度549 ℃,燃料气消耗量低于设计值,汽包产汽系统产汽量比设计值低30 t/h,同时因为低压蒸汽管网压力波动,造成汽轮泵蒸汽系统背压升高,影响汽轮泵转速,考虑汽轮泵在重整装置的重要性,产出低压蒸汽未并入管网[13]。
表5 装置能耗设计值与标定值

6、结 论
(1)标定的结果表明,3.8 Mt/a连续重整装置工艺技术路线的选择、设计、建设及生产具备一定可行性。重整装置在满负荷工况下,芳烃产率、纯氢产率和催化剂再生能力都达到要求指标,该装置的成功投产,对今后国内大规模连续重整装置的工艺选择及工程建设具有借鉴意义。
(2)重整反应生成油中C4以下轻组分含量较高,脱丁烷塔超负荷运行使得分馏效果不理想。可从原料和塔盘两方面着手解决:提高重整进料重石脑油初馏点,降低C7及以下组分的原料供给量;按照目前脱丁烷塔进料负荷及原料组成为依托,对脱丁烷塔重新进行计算,通过内构件改进,提高塔的操作负荷,达到需要的分馏效果。
(3)适当降低重整进料终馏点,减少C10及以上烷烃和芳烃含量,从而控制重整生成油中重芳烃的含量。
(4)受脱丁烷塔加工负荷影响,产出液化石油气中干气组分略高,本次标定后将产出液化气改至轻烃回收单元脱乙烷塔进行C2以下组分分离,进一步提高了液化石油气产品纯度。
作者简介: 辛华 景晓 牛彦杰(浙江石油化工有限公司 浙江省舟山市);辛华,现任该公司炼油芳烃事业部连续重整项目部经理,主要负责连续重整施工生产、经营管理全面工作。


