











中国炼油工业取得巨大成就,在炼油能力快速发展的基础上,装置结构与严品结构趋于合理。原油适应性增强、油品质量升级加快。清洁化生产水平提升等;特别是取得了批重大技术创新成果,支撑着中国炼油工业的可持续发展,即提升炼油工业效益水平的重大技术、引领市场发展的油品质量升级技术、效益增长的高附加值产品技术、支撑炼油工业转型升级的重点技术等;未来,中国炼油工业将进一步深化结构调整,推进区域优化和新技术的应用努力打造绿色低碳、智能型烁厂,实现转型升级可持续发展。

关键词:中国 炼油技术 创新 展望
1.中国炼油工业发展成就
1.1中国炼油能力快速增长
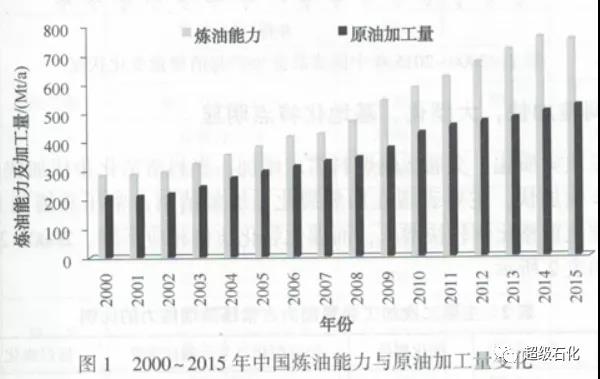
进入21世纪以来,中国炼油工业得到了快速发展。国内炼油能力从2000年的280Mt/a增至2015年的750Mt/a,年均增长率6.7%,成为仅次于美国的全球第二大炼油国,也是同期全球炼油能力增长最快的国家。
中国炼油能力的增长,主要来自于以下三个方面:一是新建炼厂的建成投产,包括2008年投产的12Mt/a青岛炼化、200年投产的12Mt/a惠州炼油、2010年投产的Mt/a广西石化、2014年投产的10Mt/a四川石化和2015年投产的12Mt/a泉州石化等;二是部分现有炼厂的扩能改造,主要包括镇海、大连、茂名、金陵、扬子等是地方炼油能力快速增长,占全国炼油能力的比例逐步上升。2015年,国内各公司所拥有的炼油能力状况如表1所示。

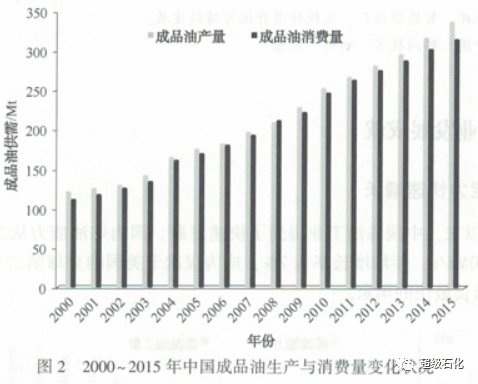
2015年,中国炼厂原油加工量为522Mt,生产成品油38Mt,其中汽油121.04Mt,煤油36.59Mt、柴油180.08Mt;成品油消费量为315Mt.其中汽油114.33Mt、煤油27.44Mt、柴油173.05M。2015年成品油出口25.44Mt.进口4.08Mt.
1.2装置结构调整加快,大型化、基地化特点明显
为适应原油品质劣质化、交通运输燃料需求增加、燃料清洁化步伐加快的趋势,中国炼油装置结构调整步伐加快,主要表现在加氢裂化、加氢精制占常压蒸馏能力的比例显著提高,延迟焦化,催化重整比例较快增长,而催化裂化比例相应下降。2000-2005年中国练油装置结构变化如表2所示。

近年来,中国炼厂改扩建和新建炼油工程中的单系列装置规模腰创新高,如12Mt/a常减压燕、3.5Mt/a重油催化裂化、4Mt/a加氢裂化、2.1Mt/a催化重整、3.9Mt/a渣油加氢、42Mt/a延迟焦化(两炉四塔)、4.1Mt/a柴油加氢等大型生产装置,均已成功投产,炼厂技术经济指标明显提升,装置大型化的优势充分显现。
截至2015年年底,中国已拥有千万吨级炼28座,合计炼油能力364Mt/a,约占全国炼油能力48.6%,其中,中国石化值海炼化分公司、中国石化茂名分公司、中国石化金陵分公司和中国石油大连石化炼油规模均已超过20Mt/a。
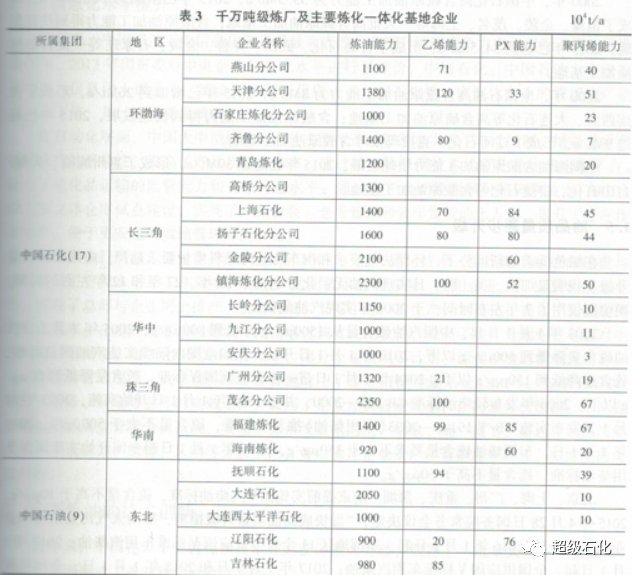
1.3 炼化一体化取得成效
炼化一体化可以优化资源配置,即利用炼油的规模优势,应用“油则油,直烯则烯
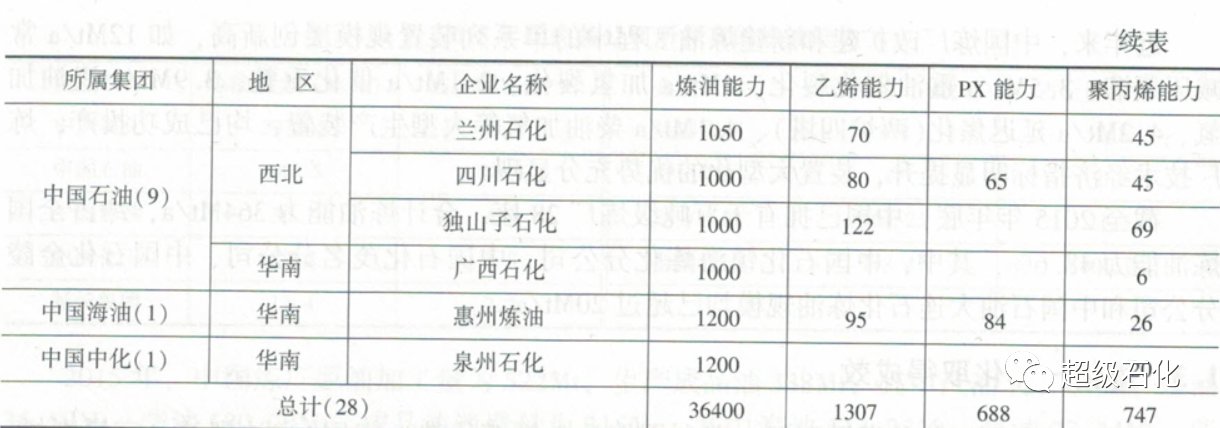
官芳则芳”的炼油理念,使宝贵的石油资源得到合理优化利用同时,集中综合利用炼厂和石化装置的各种产品和中间产物,方便原料和产品的集中进出,提升设施共享水平,减少水、电、汽、热、风等公用工程系统的投资和费用,提高经济效益。中国炼油工业依托万吨级大型炼厂的建设,结合大型乙烯工程的新建或改扩建,已经形成了一批大型炼化一体化基地企业,明显提升炼油业务的竞争力、如表3所示。
1.4加工原油适应性显著增强
中国炼油工业持续进行结构调整,加工原油的适应性明显增强,高酸、高硫等劣质原油加工能力扩大。
2000年,中国石化高含硫原油加工能力为33.5Mt/a,2015年已增加到148.3Mt/a.形成了镇海、金陵、茂名、上海等一大批高含硫原油加工基地;含酸原油加工能力得到快速发展.2015年已达到34.5M/a形成了青岛石化、武汉、齐鲁、金陵、石家庄等一批含酸原油加工基地。
2000年,中国石油高含硫原油加工能力为Mt/a,2015年已增加到26Mt/a,形成了大连西太、大连石化等高含硫原油加工基地;含酸原油加工能力得到快速发展,2015年已超过9Mt/a,形成了辽河石化、克拉玛依等含酸原油加工基地。
中国海油含酸原油加工能力快速发展、2015年已超过30Mt/a,形成了惠州炼油、大舟山石化、中捷石化等含酸原油加工基地。
1.5油品质量逐步升级
在绿色低碳的新形势下,环保法规要求和汽车行业对燃料质量要求趋严,中国油品质量升级步伐明显加快美、欧,日实现汽油无铅化分别用了21年、27年和12年左右的时间而中国仅用了7年左右时间,于2000年实现汽油无铅化。
北京、上海、广州、重庆、深圳、南京提前实施国V汽柴油标准,硫含量不高于10μg/g.2015年4月28日国务院常务会议决定,“加快成品油质量升级措施,推动大气污染治理和企业技术升级”2016年1月1日起,东部地区11个省市供应国V标准车用汽柴油:2017年1月1日起,全国供应国V标准车用汽柴油:2017年7月1日和2018年1月1日,全国范围内供应国V标准的柴油。
1.6节能减排和清洁安全生产水平明显提升
在炼油技术进步和精化管理的动下,中油业节能减排工作取了明显成效,2015年,中国石化的炼油能耗59.52kg标油/t,中国石油的炼油能耗下降到64.02kg标油/t。通过技术进步和精细化管理等下段,持续提升中国炼工业的洁生产水平,排放量指标持续下降。
1.7信息化水平提升
年来,中国炼油工业信息化取得了显著成效,在提升炼厂竞争力方面起到了积段的推动作用2013年国资委对中央企业信息化水平进行了评价,中国石化中国石油、中国海油均进入信息化A级企业。2012年中国石化启动了九江石化等4家炼化企业的能工厂建设试点工作,并已取得明显成效。
在自动化层面,中国大中型炼油企业的主要生产过程基本实现了自动控制,增强了生过程操作的平稳性,提高了产品质量合格率。通过基于物联网技术的危化品物流应用平台提升了危化品运输的监管能力和安全管理水平;通过基于自动控制和射频识别技术(RFD的大型立体仓库试点建设,实现了产品包装、仓库管理和装车发货的无人化,提升了仓库作业效率,便于更安全高效地管理库内货品
在生产执行层面,通过生产执行系统(MES)、生产优化技术、生产调度系统的建设与用提升了管控水平及工作效率。在生产优化技术应用方面,利用企业工厂模型和信息平台,实现了总部与企业网上排产、资源分配,支撑了炼厂的生产计划优化,提高了资源利用的整体效率。在生产调度系统建设方面,通过调度优化软件,提高了生产计划作业人员对生产调度的预见性,精细化程度和工作效率,部分企业实现了计划、调度系统的集成应用。
在经营管理层面,大中型炼油企业普遍应用了企业资源计划系统(ERP),支撑了采购销售,财务、资金等业务的高效运作,提高了企业经营管理效率;在决策分析层面,不同程地运用了商业智能分析系统,实现了源系统数据的统一抽取、统一加工,通过建立部门级应用,实现财务、销售、采购等分析应用,可以满足企业生产经营信息全口径、多维度的对比分析。
2.中国炼油的技术创新
近年来,中国在以下关键炼油技术方面获得重大突破,取得了一批重大技术创新成果支撑了中国炼油工业的科学可持续发展。
2.1提升炼油工业效益水平的重大技术
为提高石油资源的综合利用效率和轻油收率,进一步提升炼油工业的整体效益水平,中国炼油工业开发了系列催化裂化技术、系列加氢裂化技术、延迟焦化高效转化技术、劣质重油加工技术、炼厂轻烃综合利用技术、重油催化裂解制取低碳烯烃技术、芳烃生产技术以及炼化一体化技术等。
针对中国车用汽油以催化裂化汽油为主要成分的实际情况,开发出多产异构烷烃的催化裂化工艺(MIP),灵活地控制汽油烯烃含量,降低硫含量,同时为后续开发的汽油脱硫(RSDS/SZob)技术提供辛烷值损失最小的原料,MIP与RSDS/SZob工艺的组合,构成中国车用汽油生产最具有竞争力的技术路线,以最小的经济代价完成了国内车用汽油质量升级。在短短的10年内,MIP装置加工能力已约占国内FCC装置总加工能力的60??成为新一代FCC工艺。
针对炼油和炼化一体化企业的不同需求,创新开发了具有鲜明特色的加氢裂化系列技术,能够经济髙效地加工直馏蜡油、直馏柴油、焦化蜡油、焦化柴油、催化回炼油、催化柴油和脱沥青油等原料,灵活或最大量地生产轻汽油、喷气燃料、柴油等高价值清洁油品组分及饱和液化气、石脑油和尾油等优质化工原料,已在工业上得到了广泛应用。
延迟焦化作为脱碳彻底的热裂化工艺,具有原料来源广、适应性强、投资费用低的特点,是世界重油轻质化的主要途径之一。以控制焦化炉炉管结焦为核心,采用定向反射技术通过特制燃烧器、炉管排布与炉膛结构合理分配炉管表面热强度,合理降低最高油膜温度,在较低的出口温度下提高焦化炉出口转化深度并提供尽可能多的生焦反应给热量,形成了延迟焦化高效转化技术。采用该技术可使焦化炉单程处理能力从250k/a提高到500~600kt/a大幅降低装置能耗,延长装置周期,降低干气产率,提高轻油收率等。
针对全球劣质重油运输及加工难点,开展系统研究,深入分析劣质重油组成结构及反应机理,自主研发出委内瑞拉超重油供氢热裂化技术、委内瑞拉超重油延迟焦化技术、高酸原油直接催化脱羧裂化成套技术,均已成功实现工业应用。
提高炼厂轻烃的综合利用水平,是炼厂提质增效的重要途径,近年来国内涌现出多种炼厂轻烃加工技术,如C、C。烷烃的异构化技术、催化轻汽油醚化技术、轻烃芳构化生产高辛烷值汽油组分技术、正丁烯骨架异构化技术、叔丁醇法分离混合碳四中异丁烯技术、碳四烷基化预加氢技术、干气/液化气加氢生产乙烯料技术等,这些技术均已在工业应用中取得了较为理想的结果。
在对催化裂化反应过程深入理解与认识的基础上,根据目标产物的不同,提出了重油催化裂解制取低碳烯烃的催化剂、工艺与工程设计新理念,由此形成的系列集成创新性技术如DC-plus、MCP和CPP等技术,均已实现工业化应用。同时,针对催化裂化和催化裂解工艺多产丙烯的需求,首次将具有脱氢功能的金属封装在ZSM-5分子筛内,以此作为催化剂活性组元可显著提高丙烯产率和丙烯选择性;磷改性β分子筛可强化催化裂化过程异构化反应,有利于提高催化裂化产物LPG中异丁烯选择性和异丁烯产率。
芳烃作为一种重要的基本有机原料,其生产技术水平是一个国家石油化工发展水平的重要标志之一。近年来,芳烃生产的各单元技术已取得了显著进步,轻烃芳构化、重芳烃轻质化、催化裂化LCO及裂化汽油转化等增产芳烃技术得到重视和开发。开发原料多样化、产品结构调整灵活、物耗能耗更低的芳烃成套技术,一直是中国芳烃技术的发展重点。经过几十年的发展,中国在催化重整、芳烃抽提、甲苯歧化与烷基转移、二甲苯异构化、吸附分离等单元形成了多项具有自主知识产权的专项技术。2013年12月,中国石化采用自主技术建成投产600kaPX芳烃联合装置,成为全球第三个具有完全自主知识产权的大型化芳烃生产技术专利商。特别值得一提的是中国石化创新开发了FHDO重整生成油选择性液相加氢脱烯烃技术,通过在催化重整装置内产品分馏系统中增设1台固定床反应器,在脱戊烷塔进料条件下对重整生成油进行选择性液相加氢脱烯烃,不仅大大提高了BTX芳烃产品质量,而且使芳烃生产过程固废排放总量降低90?上,取得了很好的经济效益和环境效益。
2.2 引领市场发展的油品质量升级技术
中国炼油工业陆续开发了逆流连续重整、催化汽油选择性加氢脱硫、SZob催化汽油脱硫、柴油超深度加氢脱硫、加氢改质、加氢降凝、加氢异构降凝、催化柴油高效利用、管式液相加氢、烷基化等技术,进一步提升油品质量水平,引领发展潮流。
随着中国油品质量升级步伐的加快以及对芳烃产品需求量的快速增长,催化重整得到迅速发展。中国石化开发出了超低压连续重整(SCR)和逆流连续重整( SCCCR)两种具有自主知识产权的连续重整成套技术。SLCR技术于2009年成功实现工业化,已推广应用于6套装置,各项技术指标均达到国际先进水平; SCCCI技术具有鲜明的技术特点,属于原始创新技术,已于2013年顺利实现了工业应用,取得了良好效果;中海油气(泰州)石化有限公司1000k/a装置已建成试运行,预计2016年年底投料生产,沧州分公司400ka、燕山分公司1000kt/a装置处于设计之中。
中国石化在整体收购原 S Zorb技术的基础上进行全面的技术再创新,形成新一代 s Zorb催化汽油脱硫技术。在催化剂设计方面,开发出FCAS系列SZob催化剂,降低了催化剂消耗和辛烷值损失;在工艺工程技术方面,开发出以降尘技术为核心的脱硫反应新工艺,改进了再生工艺、还原工艺、输送及控制技术,优化了 S Zorb反应动力学及工艺设计模型,实现了长周期运行,并降低了能耗。新一代 S Zorb技术已建成31套工业装置,在建装置5套总加工能力超过40Mt/a,约占催化汽油总处理量的50?上,已成为国内汽油质量升级的主要技术措施,具有突出的经济和社会效益。
在中国汽油构成中,催化裂化汽油(FCC汽油)调合组分约占汽油总量的75%-80%,此生产高标准清洁汽油,实际上就是要降低FCC汽油中的硫、烯烃含量。国内各大石油公司陆续开发了一系列FCC汽油选择性加氢脱硫技术,主要包括 RSDS=Ⅲ、OCT-MMD/MEDSO、 GARDES、M-DSO、CDOs等,且开发出选择性加氢脱硫催化剂,可长周期稳定生产国V汽油。
通过分析影响柴油超深度脱硫的主要因素,开发了柴油超深度加氢脱硫(S- RASSG和RTS)技术。S- RASSG技术在反应区级配装填2种不同类型催化剂,使装置运行效果显著提高,运行周期明显延长,已在工业上得到了广泛应用。采用RTS技术,以柴油馏分为原料,可使装置在比较高的空速下生产出硫含量小于10g/g的超低硫柴油产品。RTS技术具有原料适应性强、产品颜色浅的特点,为炼油企业柴油质量升级提供了有力的技术支撑。中国石化上海高桥分公司2.6Mt/a柴油加氢装置和燕山分公司2.6Mu/a柴油加氢装置采用RTS技术,分别于2013年7月和9月开车成功,稳定长周期生产出国V柴油产品。
针对国内炼油企业在柴油质量升级和产品结构调整中所面临的问题,中国石化开发了系列柴油加氢改质技术,如最大限度提高柴油十六烷值技术( MCLRICH),生产高辛烷值汽油或轻芳烃的FD2G和RLG技术,生产高辛烷值汽油或芳烃料LTAG技术,生产低凝清洁柴油的FH、FHDW、FHUG-DW技术,从直馏柴油生产喷气燃料和石脑油-尾油化工原料的FDHC技术,从直馏柴油生产喷气燃料和低凝柴油的FD2J技术等。工艺研究和工业应用结果表明,所开发的系列技术各具特点,用户可以根据自身不同的需求选择适宜的相关技术,生产满足清洁燃料标准的高品质油品。
管式液相加氢工艺(FIS)采用微孔分散技术和管式固定床反应器相组合,提升了反应效率,降低了投资、能耗和操作成本,安全性高,可适用于重整生成油、航煤、直馏柴油等物料的加氢处理。该工艺技术已应用于中国石化长岭分公司700a重整生成油加氢脱烯烃装置以及中国石化北海分公司、长岭分公司的500kt/a和600kta航煤加氢装置。
中国石油大学(北京)开展了离子液体催化碳四烷基化研究,开发了兼具高活性和选择性的复合离子液体催化剂,以及复合离子液体碳四烷基化清洁生产新工艺,发明了催化剂活性监测方法和再生技术,建成了世界上首套100kta复合离子液体碳四烷基化工业装置。该技术烯烃转化率100??基化油研究法辛烷值高达98,工艺先进合理。
2.3提升效益增长的高附加值产品技术
为增产髙附加值产品,形成新的效益增长,近年来中国炼油工业陆续硏究提升了润滑油加氢系列技术、清洁溶剂油等特种油品加氢系列技术、特种沥青生产技术等。
为了满足不断提高润滑油基础油质量和清洁溶剂油、变压器油、橡胶填充油等特种油品生产要求,加氢技术得到更加广泛应用。中国石化利用加氢裂化尾油资源,开发了加氢裂化尾油异构脱蜡生产高档润滑油基础油、白油和溶剂油技术,已在工业上得到广泛应用;针对中间基原油的特点,成功开发了加氢处理(RLT)工艺技术,在中国石化荆门分公司、济南分公司成功工业应用;针对环烷基馏分油的特点,开发了环烷基原油高压加氢处理(RHW等)系列工艺技术,在中国石油克拉玛依石化公司和盘锦北方沥青股份有限公司等成功应用。针对石蜡基原油特点,中国石油开发了溶剂精制与异构降凝相结合(ⅠAC)技术,在中国石油大庆炼化分公司成功应用。
随着国民经济发展对石油沥青产品需求的不断变化,一些特种需求的沥青产品或采用特殊工艺生产的沥青产品不断增加。中国石化、中国石油、中国海油在道路沥青和特种沥青产品的研究开发、生产工艺技术及其工程应用方面取得重大进展,陆续开发出重质稠油道路沥青、硬质道路沥青、温拌沥青、髙速铁路专用乳化沥青、彩色沥青、阻燃沥青、钻井液用髙软化点沥青、水工沥青、跨海大桥桥面沥青、橡胶沥青灌缝胶等多品种沥青。
2.4支撑炼油工业转型升级的重点技术
为支撑中国炼油工业的转型升级,陆续研发了新型炼油催化剂,并开发出新型炼油设备、渣油加氢、炼油控制系统、远程诊断、炼厂集成优化、油品快速评价等技术。
催化剂是催化裂化技术的核心,催化剂性能的好坏直接影响催化裂化装置的产品分布和经济效益。中国炼油工业在分子筛合成改性、基质材料及催化裂化催化剂制备等技术研发方面取得了较大进展。在重油催化裂化催化剂研发方面注重高硅高稳定性、多级孔Y分子箱的高效合成、结构优化改性新工艺的探索与应用;围绕基质,进一步发展了抗重金属污染、基质孔结构得到调控的新型硅铝孔材料、提升催化剂强度及球形度等制备技术。在此基础上,开发了抗污性能优异、大分子转化能力强、轻油收率高的系列重油催化裂化催化剂:为满足MP-OGP工艺需要,开发了适用于各类重油及蜡油MP-CCP装置、生产低烯烃汽油组分并多产内烯的CCP系列催化剂;为了应对多变的市场需求,开发了增产丙烯/多产丙烯及丁烯、控制烟气摔放等多种助剂。新型催化剂及助剂的开发与应用为中国催化裂化技术的迅速发展做出了重要贡献。
为满足炼油工业实现清洁生产和产品质量持续升级的需求,加氢催化剂在技术创新的研发过程中,不仅完成了化剂系列化,还能够根据用户特定需求“量体裁衣“地进行催化剂设计,在基础理论探索与开发应用研究方面均取得了巨大的进步,开发生产的重整预加氢催化汽油选择性加氢、航煤加氢、柴油加氢、FOC原料加氢预处理、渣油加氢等加氢精制/加氢处理系列催化剂以及柴油加氢改质,馏分油加氢裂化、渣油加氢裂化和馏分油加氢脱蜡等加氢裂化系列催化剂在性能上均达到了国际先进水平,很好满足了不同企业的实际生产需要,为炼油工业的发展提供了有力的技术支撑。
按照国家装备制造业“自主研发、创新高端、走向世界”的政策方针,中国炼油工业开发应用了大型加氢反应器、烟气轮机、高效延迟焦化塔底(顶)阀、新型液相加氢循环油泵等关键设备以及加氢反应器用新型内件、催化裂化装置用旋风分离器等一批技术先进,拥有自主知识产权的炼油新装备和关键工艺内件,解决了炼油装置的大型化重大装备问题,部分炼油设备的制造技术及装备条件已达到或接近世界先进水平。
渣油加氢技术是渣油实现清洁高效转化的关键技术,正逐渐成为炼厂最主要的渣油加工技术手段。新一代的固定床渣油加氢处理技术和催化剂特点是大分子(沥青质、胶质等)加氢转化能力增强、小分子(多环芳烃)的加氢饱和程度提高、催化剂容金属能力提高,因此可以提高金属杂质N、V及硫、氮的脱除率和加氢重油的氢含量,为催化裂化装置提供更优质的原料,同时固定床渣油加氢处理装置的运转周期更长,创造了显著的经济效益。采用中国石化开发的固定床渣油加氢处理技术建设的工业装置已达到12套,总加工能力达26.3M/a,BH和FC系列渣油加氢催化剂已经累计工业应用76套次,不但在中国大陆得到广泛应用,还销往海外市场。中国石化开发的渣油加氢一RFCC双向组合工艺RCP和SH技术属世界首创的工业化技术,具有提高轻质油收率的明显效果。
围绕大型炼油装置的工艺特色和企业管理需求,结合当代控制理论、计算机网络、智能仪表等技术,开展了管控一体化的架构设计,重点开发了大规模控制系统网络设计、全系统元余、在线下载、系统工业设计、现场总线集成与智能设备管理、中心控制室等核心技术实现从原油选择,采购、加工到产品出厂全过程的智能化生产及管理,使炼厂效益最大化。控制系统及关键设备已在中国石化长岭分公司、中海油宁波大榭石化得到成功应用。
基于炼油企业已有MES、DCS、实时数据库等信息系统,利用中国石化30年发展过程中积累的专有技术、专家知识,建成炼油装置技术分析及远程诊断系统。该系统实现常减压蒸馏、催化裂化、延迟焦化、催化重整、加氢裂化、加氢精制、加氢处理、汽油吸附脱硫硫黄回收等325套主要炼油装置约2700多个工艺模型的在线运行,实现了全系统对炼厂生产装置的远程在线工艺技术管理、分析与事故诊断。
建立系统的石油分子表征平台,不仅得到了从轻馏分到重馏分中烃类、非烃类化合物按碳数分布或按沸点分布的信息,还能得到重油中某些分子的定性定量数据,这些分析数据及对石油分子组成的认知,已在多项炼油创新工艺研发中得到应用,在炼油工艺的科技进步中发挥着重要作用。与此同时,研制出了系列油品快速与在线分析技术,快速、准确地提供原料、中间物和产品的质量信息,与先进过程控制和优化控制技术相结合,为炼油企业带来了可观的经济和社会效益。
2.5实现清洁化生产的节能环保技术
中国炼油工业在废气、废水和废渣等方面开发应用的环保技术主要有:污水分质处理、低浓度(含油)污水回用、臭氧氧化、处理后污水超滤-反渗透脱盐回用、催化裂化烟气除尘脱硫脱硝、恶臭和voCs废气柴油低温(临界)吸收、石化污水处理场废气催化燃烧处理、设备和管阀件泄漏检测和修复程序(LDAR)、污泥处理技术等。应用上述技术,炼厂外排污水和废气中的主要污染物指标(COD、氨氮、SO、NO,、非甲烷总烃、粉尘等)显著降低,固体废弃物的处置更加合理规范。
中国炼油在设备防腐蚀、过程安全管理等炼油装置长周期安全运行方面取得显著成果。在设备防腐蚀方面,研发了基于风险的腐蚀适应性评估技术、设防值评估技术、基于风险的劣质原油加工主要裝置的选材技术、腐蚀失效分析和停工装置腐蚀检测专项技术等。在过程安全管理方面,提出了一种实时与周期相结合的过程安全管控架构和技术路线,给出了基于异常工况识别预警的实时安全运行指导系统和过程安全管理评估系统,并在延迟焦化、催化裂化等装置进行了试用。以上技术的应用提升了安全稳定运行和安全管理水平。
2.6进一步拓宽成品油原料来源的技术
为拓宽成品油原料来源,中国陆续开发了煤炭液化生产液体运输燃料、生物柴油、生物航煤等技术,并已得到工业应用。
神华集团从1997年开始了煤液化生产液体运输燃料的研究工作,2004年采用先进工艺技术开始在内蒙古鄂尔多斯开工建设世界上首套百万吨煤直接液化工业示范项目,2008年建成投产。目前该项目生产运行安全、稳定。
煤制油所获得的产物均不能直接作为交通运输燃料使用,需要进一步加氢提质才能得到合格产品,目前中国开发的煤直接液化油和间接液化油的加氢提质技术已成功实现工业化应用。煤直接液化油具有密度高、含氧高、含氮高、芳烃含量高等特点,加氢提质产品以石脑油馏分和柴油馏分为主,石脑油馏分芳烃潜含量较高,柴油馏分十六烷值可提高18个单位。煤间接液化油具有密度低、无硫氮、无芳烃等特点,烃类组成以链烷烃为主,加氢提质柴油馏分十六烷值达75以上;润滑油基础油黏度指数达145左右;石蜡滴熔点达93℃。
中国石化成功开发了SRCA生物柴油技术和 SRJET生物航煤技术,该技术原料适应性广,生产过程清洁。采用废弃油脂为原料进行工业化生产,生产的生物柴油的产品质量满足GB/T20828-2007要求,收率达到了96.8??产的生物航煤通过了中国民航局的适航审定,取得了中国第一张生物航煤生产许可证,并成功进行了商业飞行。中国的生物柴油和生物航煤正式迈入产业化和商业化阶段。
3.中国炼油工业展望
中国炼油工业正在加快供给侧结构性改革和结构调整,实现转型升级发展;进一步提升炼化一体化水平;坚持原料多元化发展;研发劣质原油加工技术,推进区域优化和新技术的应用,努力打造成绿色低碳、智能型炼厂。
3.1加快炼油工业供给侧结构性改革
在中国炼油能力过剩的情况下,国家加强炼油工业的统一规划,优化区域布局,做好炼油工业供给侧结构性改革。严格把握炼油能力的发展速度,严禁盲目新建或扩大炼油产能;主动控制好成品油资源总量,用先进炼油产能淘汰落后产能,使中国炼油能力保持总量平衡,基本满足国内油品需求。
3.2炼油结构持续调整
中国成品油需求结构正在发生重大转变,预计柴汽比将从2014年的1.63下降到2020年的1.13。为应对成品油结构变化,炼油装置结构必须进行重大调整,并开发多产汽油、降低柴油收率的炼油技术。调整产品结构,开发高档润滑油、高级汽油、高级柴油、高级溶剂油、高等级道路沥青等高附加值石油产品生产技术,提高炼油工业的经济效益。
为满足日益严格的清洁燃料标准,调整汽油、柴油调合组分构成,提高汽油辛烷值和柴油十六烷值,需继续开发清洁油品生产技术,包括汽煤柴油清洁生产技术、油品辛烷值/十六烷值提升技术和配方技术等。
3.3提升炼化一体化水平发挥石油资源的最大价值
建立从分子水平认识石油资源及其转化规律的平台,创建对石油中烃类的结构特征和核心化学反应规律的系统理论,开发出针对性强的高效催化剂和生产工艺,实现对石油烃类分子的定向转化,将石油炼制技术创新由目前的混合物水平提升到分子水平。通过在分子水平上认识石油、炼制石油和使用石油,探索构建新的炼油技术创新知识平台,实现炼油技术的跨越式进步。实现精细化生产,使烃类分子得到最高效的合理利用,进一步提升炼化一体化水平。
3.4坚持成品油原料来源多元化发展
为满足炼油工业原料需求、提高中国炼油产业竞争力,开发原料多元化的炼油化工技术,主要包括优化利用低价值炼化物流生产高价值化工原料的炼化一体化技术、在运输燃料和化工原料之间灵活切换的炼油技术,以天然气、煤为原料生产成品油、低碳烯烃和芳烃的技术,以煤或天然气为原料的制氢技术等。进行煤油气一体化发展,有效提升煤炭和天然气产业的附加值、降低炼厂原料成本,提高经济效益。
3.5研发劣质原油及重油等深度加工技术
面对原油品质呈现重质化和劣质化,液体燃料质量更加轻质化和清洁化的趋势,需发展劣质原油和重油高效转化技术,主要包括劣质原油加工技术、渣油加氢高效转化技术、渣油转化组合技术、脱碳优化技术、重质芳烃原料转化技术、加氢裂化技术等。为满足炼厂氢气需求,需要开发高效低碳的制氢技术、新型制氢储氢技术等。
3.6推进区域优化
努力推进炼油区域优化,实现差异化发展,即在区位优势明显、资源可获得性好、装置优化潜力大、环境承载能力较好的地区,完善炼油产业链,不断做大做强;对于环境容量有限、成品油市场增长空间小的地区,基本维持现有规模,重点进行结构调整和升级;对于油品过剩、环境承载能力有限的地区,考虑转型发展。
物流优化已成为继企业降低物资消耗、提高劳动生产率以外的“第三利润源泉”,包括原油、成品油及大宗产品的储运。中国炼厂需进一步形成完善的物流体系和管理体制,打造供应链一体化协调运作机制,优化物流流向、运输方式等整个供应链物流系统,提高物流效率,降低物流成本,提升竞争力。
推进区域优化,实现可持续发展,加强产业间的生态链接。进一步加强园区化建设,强化炼厂与区域内钢铁、煤炭企业间的协调优化,加强炼化企业与建材、肥料等行业的资源综合利用等,建设生态功能性园区。
3.7加大新技术的应用
加强信息化技术和炼油工业的深度融合,大力推进智能制造,全面提升研发、生产、管理、销售、服务的智能化程度,努力改变中国炼油工业的生产模式和产业形态,实现运营智能化、商业生态化,促进中国炼油工业实现跨越式发展。进一步提升感知、预测、协同和分析优化能力,以智能工厂为重点建立高度数字化、可视化、模型化、集成化和自动化的炼油工业价值链。
开发本质节能环保的炼油工艺技术和环境治理技术,推进中国炼油工业绿色低碳发展主要包括反应过程清洁化技术、清洁高效的产品分离提纯技术、用能优化技术、高效节能的新型装备技术等。
开发酶催化生物制氢技术、生物催化光解水制氢技术、H2S制氢、化学链循环氧化制氢等高效、清洁、低成本制氢技术,满足清洁燃料生产的耗氢需求。


