











摘要:本文主要针对在新的炼油一体化环境下,延迟焦化工艺作为处理炼厂重质原料油的主要装置,还担负着消化其他加工装置的物料,如在原料中掺炼催化油浆、脱油沥青、清罐原油等,除此之外,延迟焦化工艺在炼厂中还起着平衡炼厂轻重污油、气柜凝缩油、溶脱污油、排水污泥等物料,充分利用装置特性来回收炼厂可利用资源,不断拓展利用延迟焦化工艺的平衡功能和环保功能,致力于将其打造成企业的平衡装置和环保装置,充分发挥焦化装置的环保作用,诠释了炼厂“黄金垃圾桶”的称号。
关键词:延迟焦化 回收利用 平衡装置 环保装置
1 概述
近几年来,随着炼油原料不断劣质化,炼厂对安全、质量、资源、效益、环保等方面的综合考虑,使得炼厂的主要工艺装置也相应发生变化,伴随着汽油、柴油质量升级的需求,一些炼厂选择对汽油、柴油加工装置进行改造,对延迟焦化装置产出的产品要求提高。在此基础上,延迟焦化工艺一方面处理炼厂重质渣油,另一方面还担负着处理其他加工装置产生的轻重污油、污泥浮渣等,解决炼厂的“三废”排放问题,已具备了一定的平衡和环保功能。在炼厂原料油日益劣质化和环保要求逐步严格的形势下,公司不断拓展延迟焦化装置的平衡功能和环保功能,致力于将延迟焦化装置打造成企业的平衡装置和环保装置。延迟焦化装置的平衡功能包括平衡重质渣油、污油、催化油浆、脱油沥青、平衡系统蜡油、系统燃料气及平衡系统污泥等,而从装置在企业的运行情况来看,其在环保方面所起的作用越来越明显,可以大幅降低公司的重油库存,减少清罐原油、排水污泥等的污染,消除污染源,增加经济效益。
2 平衡重质油原料
延迟焦化装置对原料适应性广泛,呈现多样化,已处理的原料多达60种[1],有减压渣油、常压渣油、超稠原油、减黏原油、重质燃料油、煤焦油等。公司通过调整优化焦化装置的操作,利用装置检修机会完善流程,在焦化原料中掺炼催化装置外甩的催化油浆和溶剂脱沥青装置产生的脱油沥青等,还利用焦炭塔大吹汽时的余热,处理原油储罐清罐的原油,平衡公司的重质油库存。
2.1 平衡常减压的减压渣油
延迟焦化装置作为主要消耗减压渣油的装置,既可以处理催化掺炼渣油,也可以处理沥青质渣油,为灵活控制系统渣油的平衡创造有利条件。
随着原料劣质化现象的日益显著,在实际的装置运行中,原料渣油的变化比较频繁,不同油种的原料的性质变化很大,给装置的操作带来很大的影响,一是对分馏塔操作的影响。原料性质的差异导致分馏塔各侧线热量不平稳,侧线取热和发汽量产生大幅变化,各侧线产品质量有所影响,给操作带来很大难度;二是对加热炉负荷的影响。原料性质的差异变化导致加热炉负荷变化较大,加热炉出口温度控制调整不及时,容易导致加热炉炉管加速结焦,焦炭塔容易产生弹丸焦,进而影响装置安全运行。
近三年公司延迟焦化装置原料性质变化曲线如图1、图2。根据图1、图2可以看出焦化装置原料性质呈逐渐劣质化状态,延迟焦化装置在原料性质逐渐劣质化的形势下也能够发挥其平衡重质油的作用。
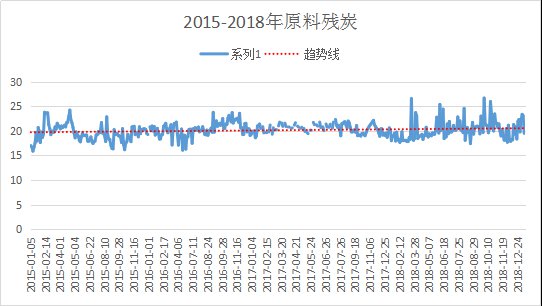
图1 2015-2018年焦化原料残炭曲线
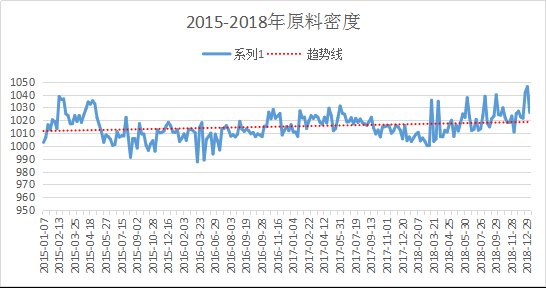
图2 2015-2018年焦化原料密度曲线
2.2 平衡炼厂脱油沥青
炼厂产生的脱油沥青可送至油制氢装置和焦化装置处理,大部分送至油制氢装置作原料,少部分送至焦化掺入原料中,而随着炼油工业的发展,涌现出了采用煤炭和石油焦做原料制氢气的工艺,于是炼厂氢气资源充足的情况下,油制氢的负荷就会降低,脱油沥青消耗量就会减少,为了保持脱油沥青产耗的平衡,焦化装置则需要大比例的掺入脱油沥青,因脱油沥青的性质比减压渣油还要差,其原料密度高达1050kg/m3,残炭高达25%,其作为焦化原料时,脱油沥青中富集了渣油中大部分的金属以及全部的沥青质,结焦倾向增加,容易导致加热炉炉管结焦[2],影响装置长周期运行,2018年中石化系统内焦化装置掺炼脱油沥青比例最高达20.76%,充分发挥了延迟焦化装置适应原料性强的特点,表现出较强的平衡功能。
2.3 平衡炼厂催化油浆
催化油浆为催化裂化装置反应产物,馏分上属于重蜡油组分,其芳烃含量较高,后路一般去焦化装置或作为产品出厂,焦化反应过程很难再发生断侧链,主要是脱氢和缩合,生成的馏分油主要是蜡油组分,而催化油浆中还含有催化剂颗粒,对设备、管道等有一定的磨损,掺入焦化原料需要严格控制掺炼比例,一般要求掺炼比例≤10%,性质见表1。
表1 催化油浆分析数据
分析项目 | 单位 | 1#催化裂化 | 2#催化裂化 | 减压渣油 |
密度(20℃) | kg/m3 | 1088.32 | 1104.53 | 1022.91 |
100℃粘度 | mm2/s | 12.99 | 19.31 | 473 |
固体含量 | g/L | 4.87 | 2.36 | - |
灰分 | %(m/m) | 0.64 | 0.19 | 0.05 |
残炭 | % | 6. | 6.13 | 22.25 |
酸值 | mgKOH/g | 0.05 | 0.05 | 0.22 |
馏程 | ||||
HK | ℃ | 看不见 | 看不见 | |
5% | ℃ | 323 | - | |
10% | ℃ | 367 | 383 | |
30% | ℃ | 399 | - | |
50% | ℃ | 419 | 411 | |
70% | ℃ | 436 | - | |
90% | ℃ | 482 | 476 | |
350℃馏出量 | ml | 7.5 | 4.8 | |
500℃馏出量 | ml | 94.0 | - | 3.33 |
总馏出量 | ml | 97.0 | 97.0 | |
凝点 | ℃ | 11 | - | >45 |
硫含量 | %(m/m) | 1.73 | 0.67 | 3.66 |
氮含量 | mg/kg | 1836 | 1513 | 6400 |
Fe | mg/kg | 19.27 | 10.98 | 18.44 |
分析项目 | 单位 | 1#催化裂化 | 2#催化裂化 | 减压渣油 |
Ni | mg/kg | 8.12 | 3.43 | 76.09 |
V | mg/kg | 5.9 | 2.12 | 216.20 |
Na | mg/kg | 5.89 | 4.39 | 10.04 |
Ca | mg/kg | 20.98 | 8.69 | |
四组分含量 | ||||
饱和烃 | %(m/m) | 5.59 | 6.99 | 24.54 |
芳烃 | %(m/m) | 93.58 | 88.91 | 30.35 |
胶质 | %(m/m) | 0.61 | 3.75 | 31.52 |
沥青质 | %(m/m) | 0.22 | 0.35 | 13.59 |
从表1中可以看出,催化油浆性质与减压渣油相比,油浆密度比减压渣油高,粘度、残炭、酸值、硫含量、氮含量比减压渣油低,油浆芳烃含量较减压渣油高很多,根据经验催化油浆发生延迟焦化反应需要在较高的反应压力、较高的加热炉出口温度及较高的循环比条件下进行,这就需要焦化装置具备一定的操作条件,一旦催化油浆不发生裂解和缩合反应或发生反应的部分很少,则大部分催化油浆会进入到蜡油馏分中,这样就会在焦化、蜡油加氢、催化裂化等装置间循环,油浆的产量会逐渐增加,所以,要消耗油浆焦化装置需要提高加热炉出口温度、反应压力及循环比。
催化油浆掺炼至焦化装置后,根据油浆的生焦反应特性,汽油、柴油收率减少,蜡油产率增加,石油焦和干气产率略有增加,装置总液收减少。催化油浆掺炼量提高后,石油焦中挥发分变化较大,见图3,催化油浆掺炼比例见图4。
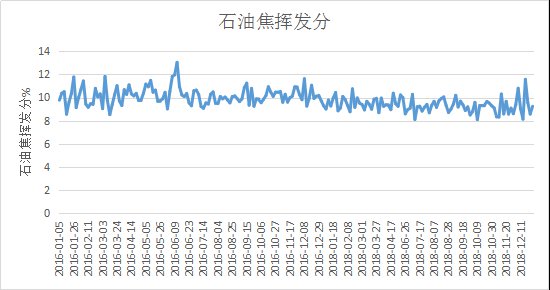
图3 石油焦中挥发分含量曲线

图4 催化油浆掺炼比例
从图3、图4中可以看出,随着催化油浆掺炼比例提高,石油焦中挥发分含量逐渐降低,说明为了消耗催化油浆,焦化反应条件提高程度较高,反应深度增加,进一步说明焦化装置消耗催化油浆的能力,根据系统油浆的库存量调整掺炼比例,充分发挥焦化装置的平衡功能。
3 平衡系统清罐原油
清罐原油主要是指原油储罐机械清罐时产生的罐底油,可利用焦化放空塔的热量汽提出清罐原油中的水和轻组分,剩余的重组分及机械杂质可作为急冷油注入到焦炭塔中,以达到消耗清罐原油的目的。据统计,2000kt/a的焦化装置每年能处理清罐原油约2万吨,可有效解决炼厂清罐原油的后续加工难题。
4 平衡炼厂“三泥”
在石油加工及其废水处理过程中,产生大量含油污泥、浮渣,如隔油池底泥、油罐底泥及剩余活性污泥等。由于产生的工艺过程不同,其含油、含水、含固体颗粒的差别较大。污水中含有大量的污油,而其中大部分油类物质、悬浮物及胶体等污染物通过工艺处理形成浮渣,因此浮渣含有化学药剂、悬浮物、油类、胶体等有机物质,呈粘稠状。浮渣是具有危害的污染物,如果这些废弃物没有一个妥善的处理办法,会堆积成害,或污染水体和环境,造成二次污染[3]。
炼厂“三泥”的处理方式有,一是将“三泥”脱水后形成的干泥送电厂进行掺烧,或者用焚烧炉焚烧;二是外委进行处理。这两种处理方式不能有效解决问题,而且成本也较高。目前,炼厂通常采用进焦化进行处理,经济上合理,不但可以利用焦化的过剩热量使废物中的有机污染物转化,还可以降低处理成本,在能源和资源的利用上比较合理。进焦化处理主要是利用焦炭塔大吹汽阶段通过给汽线将炼厂“三泥”和蒸汽混合后一同送入焦炭塔中(图6),利用焦炭的高温(约320-350℃)将 “三泥”中轻油组分加热汽提,气相组分进入放空塔进行回收,固体杂质最终吸附在焦炭表面形成石油焦产品,实现了密闭环保处理炼厂“三泥”的目的,一个焦炭塔一个生焦周期可以回炼约20吨炼厂“三泥”。
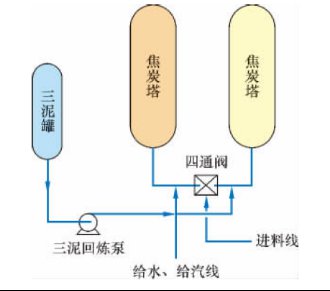
图6 炼厂“三泥”回炼流程
通过焦炭塔大吹汽时送入炼厂“三泥”,对工艺操作上没有影响,对汽柴蜡油及石油焦等产品也没有影响,回炼炼厂“三泥”带来的负面影响是冷切焦水中产生的粉焦较多,对冷切焦水质有一定影响,通过冷切焦水池增加滤网及定期行车抓焦等措施,可以保证冷切焦水的水质满足生产要求。
5 结语
随着原油资源的不断劣质化,势必会导致焦化原料的劣质化,体现焦化装置较大的适应性,加之平衡着炼厂重质油原料、清罐原油、炼厂“三泥”等劣质资源,发挥了延迟焦化工艺较强的适应性、平衡性及环保性,在炼厂总流程加工中起着重要的作用,充分发挥炼厂“黄金垃圾桶”的称号。
本文作者:陈万新,中国石油化工股份公司镇海炼化分公司,浙江 宁波 315207。
参考文献
[1] 瞿国华.延迟焦化工艺与工程[M].北京:中国石化出版社,2008:1~5.
[2] 王玉章.延迟焦化加热炉辐射进料结焦性能的研究[J]. 炼油技术与工程,2004,34(12):9-14.
[3] 李出和,李蕾,李卓.国内现有延迟焦化技术状况及优化探讨[J].石油化工设计,2012,29(1):10-12.
作者简介:陈万新,男,工程师,2012年毕业于辽宁石油化工大学应用化学专业,目前在公司生产处从事非临氢装置工艺技术管理工作。联系电话:0574-86445504,Email:chenwx.zhlh@sinopec.com


