











摘要:乙烯回收利用装置为中石化首套工业化装置,可有效实现干气中稀乙烯组分回收利用。该工艺应用DTL技术,在OIL-3型催化剂作用下,原料干气中稀乙烯组分进行叠合、环化脱氢等反应。装置运行过程中,催化剂活性逐渐损失,无法实现连续化生产,因此装置应用两台反应器,互为备用,切换使用。高温季节生产过程中,公司干气不能平衡,富余量大,需要乙烯回收利用装置连续化运行来回收燃料油、液化气等有效组分,同时可作为公司燃料气管网压力缓冲装置,实现平衡控制。
关键词:间歇式 连续化 切换 催化剂再生 高温活化
Analysis of Continuous Operation of Ethylene Recovery and Utilization Unit
Yuan Wei Xia Xianjun Wang Xincheng
YangZhou Petrochemical Co.,LTD
Abstract: Ethylene recovery unit is the first industrial unit of Sinopec, which can effectively realize the recovery and utilization of dilute ethylene components in dry gas. The process uses DTL technology, under the action of OIL-3 catalyst, to superposition and cyclic dehydrogenation of dilute ethylene components in raw dry gas. During the operation of the unit, the catalyst activity gradually loses and the continuous production can not be realized. Therefore, two reactors are used in the unit, each of which is standby, and the other is switched over. In the production process of high temperature season, the company's dry gas can not be balanced and the surplus is large. Ethylene recovery and utilization device is needed to run continuously to recover the effective components such as fuel oil and liquefied gas. At the same time, it can be used as the pressure buffer device of the company's fuel pipeline network to achieve balanced control.
Keywords: Intermittent type Continuous Switch Catalyst regeneration
High temperature activation
1 装置运行概况
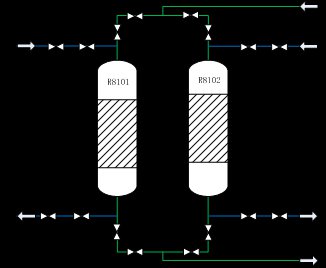
乙烯回收利用装置包括干气制燃料油系统、液化气回收系统与催化剂再生系统。目前装置运行属间歇式,具有周期性,每周期运行60-70天。单程周期运行结束后,液化气回收系统需停工;干气制燃料油系统需切断进料,系统内贫气内循环;催化剂单程周期运行结束后进行催化剂器内再生。
液化气回收系统开、停工过程中需开、关压缩机,频次较高;膜组随开停工,系统压力变化大;同时,高频次开停工,岗位人员劳动强度高。
在夏季高温季节生产时,公司干气富余,环保压力增加。反应器切换需2天,在此过程中原料干气切断进料,液化气回收系统停工,干气中高附加值组分无法得到有效回收,增加公司燃料气系统压力。
2 可行性研究目的
2.1 转变传统思维,将间歇生产模式转变为连续化生产;提高产品收率;
2.2 减少液化气回收系统(压缩机)开停频次,降低故障率;
2.3 避免膜组膜片损伤,确保膜分离效率及膜组长周期运行;
2.4 在装置较多、岗位缺员的情况下,降低岗位劳动负荷;
2.5 降低高温季节生产时环保压力。
3 方案实施步骤
3.1 在加热炉F8101出口温度接近320℃,乙烯转化率降低,且出油率较低,日产燃料油低于3.5吨工况下,决定对在用反应器R8101进行高温活化。
3.2 把握在用反应器R8101切换与备用反应器R8102再生完成节点,在用反应器R8101由之前320℃降温至240℃,备用反应器R8102再生降温或高温活化降温至240℃。此时降低原料干气进料量至1200kg/h,保证液化气回收系统正常运行。若切换反应器后,床层温升过高,则降低加热炉出口温度至220℃,降低床层反应负荷,防止超温。
3.3 检查在用反应器R8101与备用反应器R8102流程,将备用反应器R8102切入系统,将在用反应器R8101切出系统,并与再生系统相连,以进行催化剂再生或高温活化。(若进行催化剂再生,则需安装盲板,隔断催化剂再生系统与干气制燃料油系统。若进行催化剂高温活化,则无需安装盲板)
3.4 切换后,R8102为在用反应器,在反应触发温度240℃,进料量1200kg/h,且催化剂活性恢复或较高工况下,床层烯烃浓度高于之前(传统工况),温升偏高。此时应将测线冷进料改为贫气,分段稀释各床层烯烃浓度,降低反应负荷。
3.5 待反应趋于平稳后,适当提高进料量、加热炉出口温度,以恢复正常工况。同时,关注液化气回收系统运行情况。
3.6 停用反应器R8101,切入催化剂再生系统,进行催化剂再生,或进行高温活化。以作R8102备用反应器。
3.7 以上述6种步骤,反复进行高温活化,或在催化剂活性较低、转化率较低时进行催化剂再生,以保证相互备用,从而形成乙烯回收利用装置连续化运行。
4 可预知性风险识别
4.1 原料干气进料量在1200kg/h时,能否满足液化气回收系统运行?
在之前生产过程中,1200kg/h原料干气进料量时,富气压缩机C8401补压阀开度增加,但不影响液化气回收系统正常运行。
4.2 低温(240℃或220℃)且较低流量(1200kg/h)切换反应器,反应器床层内温升能否稳定控制?
在切换之前,加热炉F8101出口温度将至240或220℃(非床层温度),备用反应器R8102经再生系统高温活化(或再生)后,床层温度将至240或220℃。当满足上述时,立即切换反应器,即关闭R8101流程,R8102切入干气制燃料油系统。
此切换过程约10钟,干气制燃料油系统内贫气能满足反应器侧线冷进料,稳定床层温升控制。
4.3 切出反应器R8101切入催化剂再生系统进行高温活化,此过程无需盲板隔断,仅关闭与干气制燃料油系统进出口双阀,是否会引起干气在催化剂再生系统聚集,催化剂再生过程中反应器床层出现温升或超温现象?
R8101切入催化剂再生系统前,若进行高温活化,必须保证催化剂再生系统内部氮气范围,且氧含量低于0.5%。
R8101切入催化剂再生系统后,开启氮气循环压缩机C8301,再生系统建立循环,点炉升温,在此过程中,R8101内残存烯烃组分会在10-20分钟内反应完成,床层温升逐渐消失。
再生系统对R8101进行高温活化过程中,若有干气从干气制燃料油系统双阀间渗漏,进入R8101床层,出现温升或超温现象,可立即熄灭F8301,催化剂再生系统循环降温。此假设是在干气制燃料油系统双阀间渗漏量较大的情况。
4.4 催化剂再生系统对R8101进行高温活化过程中,催化剂表面稠环芳烃(胶质)、石墨前体或部分脱附积碳被气流带入后续系统,包括E8301A/B、E8302、V8301、C8301、F8301及相连管线,影响换热效果,压缩机长周期运行,加热炉升温效率等,大量带液(含油质)在排凝或放空(V8301)时影响环境。
在催化剂再生过程中同样存在上述影响,高温活化后影响深度加深,为确保再生系统稳定运行,作如下处理;
(1) 配置凝液密闭排放流程,在E8302出口、V8301底部排尽积液,减少进C8301、F8301夹带量;避免影响现场环境。
(2) V8301压控阀PC8301出口安装消音器配置凝液收集,避免影响现场环境。
(3) 系统定期进行蒸汽吹扫,去除器壁、管壁附着积碳。蒸汽吹扫后残液集中处理,避免影响现场环境。
4.5 催化剂再生时,与干气制燃料油系统对接进出口双阀间需安装盲板,此时在用反应器入口温度240或220℃,此高温气流存在从第一道手阀串出风险,影响盲板安装。
建议:盲板安装至接风线,降温掩护,施工人员做好防烫保护,使用防爆工具安装盲板。
五、预计取得效果
5.1 连续化生产减少停工天数:[6(周期)*3(活化次数)+6(周期)]*2(单次活化天数)=48天/年;
提高燃料油与液化气产量:[4吨/天(燃料油)+2.5吨/天(液化气)]*48天=336吨/年;
5.2 降低再生次数:原再生次数5次-现再生次数2次=3次/年;
5.3 减少液化气回收开停次数:6(周期)*3(活化次数)+6(周期)=24次/年;
5.4 降低干气富余对燃料气管网影响:24次/年。
六、效益计算
[4吨/天(燃料油)*0.39万元/吨+2.5吨/天(液化气)*0.37万元/吨]*48天≈120万元
七、结论
通过以上可行性研究分析,从理论上可以实现乙烯回收利用装置连续化生产。在合适的进料量控制,合适的反应触发温度温度控制,以及合适的反应器切换时机,可使得液化气回收系统连续运行,同时催化剂再生(高温活化)与干气制燃料油系统运行同步进行,且不相互影响。此研究方案已于2018年7月实现实际生产运行认证。此方案付诸实施后改变了原有运行模式,将间歇生产升级为连续化生产,较大程度提高产品收率,降低劳动负荷,同时降低环保压力。
作者:袁卫,夏贤君,王新程(扬州石化有限责任公司,江苏省扬州市,225200)


